Полуавтоматическая сварка алюминия MIG/MAG в среде защитных газов – это один из методов обработки цветных металлов с применением специальной присадочной сварочной проволоки. Для обеспечения защиты сварочного шва алюминия от воздействия кислорода (окисления) применяется инертный газ, преимущественно смесь или чистый аргон. Сварщик вручную перемещает горелку, через которую автоматически подается присадочная проволока и защитный газ с заданной скоростью и требуемым давлением.
Полуавтоматическая сварка изделий из алюминия без подачи защитного газа не рекомендуется по следующим причинам:
- увеличивается разбрызгивание металла;
- наблюдается плохое отделение застывшего шлака;
- понижается прочность шва;
- увеличивается пористость шва.
Сварка алюминия существенно отличается от сварки обычной стали, так как алюминиевые заготовки обладают высокой теплопроводностью. По этой причине рекомендуется предварительный прогрев заготовок и увеличенная скорость подачи присадочного материала. Как правило, сварка алюминия полуавтоматом применяется в мелкой и крупной производственной и промышленной сфере, при работах на судоремонтных и строительных предприятиях, в авиационной, пищевой и химической отраслях, в мастерских, сервисных станциях и т.д.
Сварка алюминия MIG/MAG требует:
- профессионального оборудования и расходных материалов;
- качественной присадочной проволоки;
- высокой квалификации сварщика;
- качественного инертного газа или смеси.
При наличии всех вышеперечисленных факторов достигается высокое качество сварочного соединения алюминиевых заготовок методом сварки MIG/MAG.

Отличительные особенности сварки MIG/MAG от TIG
Алюминий относится к цветным металлам, отличается высокой температурой плавления за счет наличия на его поверхности тугоплавкой оксидной пленки. При этом изделия из алюминия при нагреве не меняют свой цвет.
Процесс сварки алюминия MIG/MAG и TIG имеет свои существенные отличия:
- При сварке полуавтоматом применяется присадочная плавящаяся проволока, в то время как при аргонодуговой сварке используют присадочные прутки.
- В полуавтомате сварочная дуга образуется между сварочной проволокой и обрабатываемым металлом, а в ТИГ-инверторах между вольфрамовым электродом и свариваемым металлом.
- Полуавтоматическая сварка MIG/MAG является более производительной, чем ручная TIG-сварка.
- Полуавтоматическую сварку MIG/MAG проще освоить начинающим сварщикам, чем аргонодуговую сварку TIG.
- Режим «Double pulse» (Двойной пульс) в полуавтомате. Во время сварочного цикла происходит наложение импульсов с двумя величинами тока на импульсный ток дуги. В период высокого импульса сварочная капля «вгоняется» в зону шва, а в низкий период охлаждается заготовка, исключая наплывы и подтеки. В результате обеспечивается точный контроль над сварочным циклом, тепловложением. Формируется красивый «чешуйчатый» шов с глубоким проваром, как при более трудоемком режиме TIG-сварки.
- Сварка алюминия методом TIG в несколько раз медленнее, чем сварка полуавтоматом.
- При аргонодуговой сварке обеспечивается более прочное сварочное соединение, поэтому ее используют для всех ответственных участков и задач – трубопроводов высокого давления, соединительных элементов (муфты, переходники) с высокой нагрузочной способностью, сварка сталей марки 40Х и т.д.
Современные полуавтоматы могут работать в нескольких режимах и с разными настройками, иметь классический режим сварки, импульсный, «двойной пульс» и т.д. Наличие этих функций помогает добиться более качественного провара алюминия, быстрого пробития на поверхности заготовок оксидной пленки. Например, при импульсном режиме каждая отдельная капля присадочного материала будет вдавливаться (вбиваться) в поверхность металла. В итоге мы получаем качественный провар, высокую прочность шва, сниженное разбрызгивание и более однородную структуру сварочного соединения.
Сварка Алюминия полуавтоматом проволокой 1мм ER4043
Подготовка поверхности алюминия и оборудования перед сваркой
Перед тем, как приступать к сварке алюминия необходимо выполнить мероприятия по подготовке поверхности материала и подстройке сварочного оборудования.
Для подготовки алюминия под сварку производят механическую обработку кромок и околошовной зоны для удаления оксидной пленки. Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Механическую обработку кромок рекомендуется выполнять шабером или металлическими щетками достаточной жесткости, после чего зачищенные кромки следует снова обезжирить. Оксидная пленка образуется на поверхности алюминия практически мгновенно, но для образования наиболее тугоплавкой пленки требуется 1 — 2 ч.
 |  |
 |  |
В условиях полуавтоматической сварки алюминия в среде инертных защитных газов удаление окисной пленки также происходит в результате электрических процессов, происходящих у катода (катодное распыление).
Подготовка полуавтомата и его оснастки
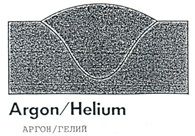
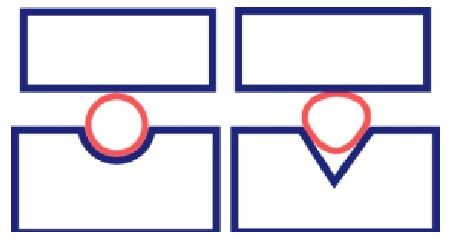
После того, как Вы подготовили поверхность алюминия под сварку необходимо проверить, правильно ли настроен и укомплектован сварочный полуавтомат. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
 |  |  |
| Рисунок 1 | ||
Для подготовки непосредственно полуавтомата следует произвести настройку аппарата и замену ряда комплектующих:
— Подготовить механизм подачи. В идеале механизм подачи должен иметь 4 ролика с U-образной канавкой без засечек (рис. 2) чтобы избежать смятия проволоки при подаче.
 |  |
| Рисунок 2 | |
— Канал для подачи проволоки следует заменить на тефлоновый (рис. 3) для уменьшения коэффициента трения, а для более стабильной подачи проволоки тефлоновый канал должен быть вплотную подведен к роликам. Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).
 |  |
| Рисунок 3 | Рисунок 4 |
— Для сварки алюминия полуавтоматом рекомендуется использовать горелку с длиной кабеля не более 3 м, но если планируется проводить сварку алюминия с кабелем большей длины или очень тонкой и мягкой проволокой, то необходимо использовать горелки типа Push-Pull (рис. 5) или SpoolGun (рис. 6).
 |  |
| Рисунок 5 | Рисунок 6 |
— Из-за более высокого коэффициента теплового расширения алюминия следует использовать наконечник для токоподвода с бОльшим диаметром отверстия, чем диаметр проволоки на 1 размер (рис. 7) .

Рисунок 7 (неправильный подбор наконечников)
Так же стоит отметить, что наличие импульсных режимов в полуавтомате (одинарного и двойного) может значительно повысить качество получаемого соединения за счет улучшенного формирования сварочной ванны, а так же расширяет число пространственных положений ,в которых может производиться сварка алюминия. Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
Преимущества механизированной сварки плавящимся электродом в среде защитного газа
Грамотно организованная сварка алюминия полуавтоматом предоставляет ряд достоинств:
- Высокую производительность. В сравнении с дуговой сваркой неплавящимся электродом в среде аргона процесс МИГ происходит в 3 раза быстрее.
- Простота применения. В отличие от аргонодугового способа сварки, полуавтомат может быстро освоить даже начинающий сварщик. В связи с этим выполнение сварных соединений деталей из алюминия своими руками пользуется популярностью у любителей.
- Оснащение полуавтомата импульсным режимом позволяет достичь высоких качества сварного шва и точности геометрических размеров. При этом минимизируются потери проволоки на разбрызгивание.
Требования к оборудованию и материалам
Для более полного использование возможностей сварки алюминия с помощью полуавтомата необходимо обратить особое внимание на дополнительные требования, предъявляемые к применяемому инвертору и расходным материалам:
- Должна быть предусмотрена обратная полярность тока. Это даст возможность гарантированно разрушить оксидную пленку на свариваемых деталях.
- Для плавной и равномерной подачи проволоки в зону сварки подающее устройство должно иметь 4-х роликовый механизм. Так как малейшее сопротивление, возникающее в момент подачи проволоки, может легко смять мягкий алюминий. Как правило, устанавливаются ролики с U-образными канавками без насечек.
- За счет высокой теплоотдачи алюминиевый сплав расширяется сильнее в отличие от стали. Поэтому рекомендуется использовать специальный контактный наконечник, у которого больший допуск по диаметру отверстия.
- Для обеспечения максимального качества сварного шва необходимо использовать для создания защитной среды сварочного процесса лишь чистый аргон.
- Для уменьшения трения алюминиевой проволоки сварочная горелка должна быть оснащена тефлоновым каналом.
- Сварку алюминиевых сплавов методом МИГ целесообразно применять для соединения деталей, имеющих толщину больше 3 мм.
Требования к оборудованию и расходным материалам
Перед началом работ по сварке алюминия полуавтоматом следует внимательно изучить не только настройку самого инверторного аппарата, но и требования и рекомендации к выбору расходных материалов самого оборудования:
- Сечение присадочной проволоки должно быть меньше диаметра наконечника. В результате нагрева алюминиевая проволока будет расширяться.
- Подающий механизм должен оснащаться 4-мя отдельными роликами, так как алюминиевый присадочный материал довольно мягкий и легко деформируется в случае возникновении излишнего сопротивления. Ролик должен быть гладким, иметь U-образную форму без насечек.
- В качестве защитного газа настоятельно рекомендуется применять чистый аргон для достижения высокого качества шва и чистой сварки.
- Внутри сварочной горелки применяют специальный тефлоновый канал, который снижает трение алюминиевого присадочного материала.
- MIG/MAG-сварка алюминия и его сплавов применяется преимущественно для соединения заготовок толщиной свыше 3 миллиметров.
- Рекомендуется применять формирующую подкладку с канавкой.
Выбираем полуавтомат
Как и все инверторы, полуавтоматы делятся на три категории:
- аппараты бытового уровня;
- инверторы среднего уровня (с импульсным режимом);
- профессиональные и промышленные модели (с импульсным режимом, водяным охлаждением и высоким ПВ).
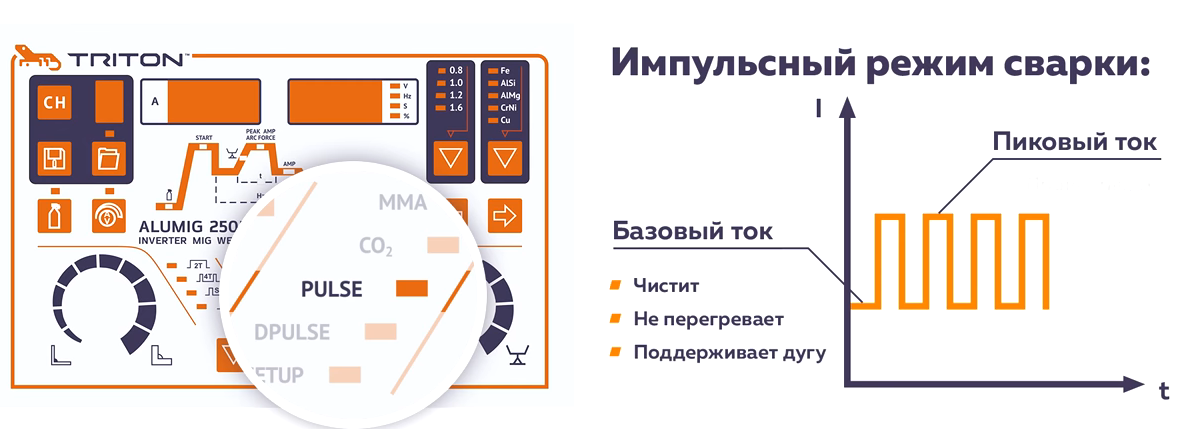
Полуавтоматические инверторы MIG/MAG для сварки алюминия должны иметь импульсный режим. Данная функция применяется для пробития оксидной пленки на поверхности заготовок, снижает вероятность прожига и перегрев алюминия. Наличие в инверторе режима «Double pulse» позволяет добиться более качественного глубокого провара, красивой чешуйчатой формы шва и увеличенной прочности соединения.

- Напряжение: 220 В
- Ток: 200 А
Сварка алюминия полуавтоматом: особенности и технология новичкам
Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
В этой статье:
- Сложность сварки алюминия
- Суть полуавтоматической сварки алюминия
- Отличия сварки алюминия полуавтоматом от аргонодугового метода
- Подготовка свариваемого материала
- Требования к оборудованию
- Расходные материалы
- Настройки аппарата
- Процесс сварки алюминия полуавтоматом
Сложность сварки алюминия
Не каждый полуавтомат подойдет для сварки алюминия. Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:
Если ток снизить, то не получится прожечь оксидную пленку — весь присадочный металл будет оставаться на поверхности, а не сплавляться с основным. Это сделает стык слабым, не герметичным. Поэтому нужны MIG аппараты, способные автоматически менять величину ампер в процессе сварки. На высоком токе прожигать оксид, а на низком сваривать основной металл. Такой режим называется импульсный или Pulse.
Суть полуавтоматической сварки алюминия
Для сварки алюминия полуавтоматом необходима алюминиевая проволока и инертный газ аргон. Процесс ведется горелкой, управляемой сварщиком вручную. Присадочная проволока подается автоматически. Поскольку алюминий жидкотекучий металл в расплавленном виде, соединение лучше выполнять в нижнем положении, угловые стыки — в лодочку.
Алюминиевая проволока необходима для равномерного перемешивания основного и присадочного металла, чтобы шов получился одинаковым по составу. Допускается использование порошковой алюминиевой проволоки для полуавтоматической сварки без газа. Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.

Сварка порошковой проволокой алюминия без газа обходится дешевле по себестоимости, но проигрывает по качеству. Швы могут быть сильно пористыми, а часть присадочного металла разбрызгивается. Такой метод сварки алюминия допустим только в полевых условиях для стыковки мест, не требующих высокой прочности и герметичности.
Отличия сварки алюминия полуавтоматом от аргонодугового метода
Сварка алюминия аргоном доступна с аппаратами Pulse при помощи электрической дуги между электродом и изделием, но отличие заключается в исполнении процесса. В TIG сварке используется неплавящийся вольфрамовый электрод. Он плавит кромки металла, а для заполнения стыка применяется дополнительная присадочная проволока, подающаяся свободной рукой сварщика. В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.

Полуавтоматическая сварка алюминия более производительна, по сравнению с аргоновой, и дешевле по себестоимости. Но по качеству соединения проигрывает методу ТИГ, поэтому для особо ответственных стыков используется аргонодуговой метод (сварка блоков ДВС, наплавка ГБЦ под проточку). МИГ сварка подойдет для:
Подготовка свариваемого материала
Если полуавтомат не обладает импульсным режимом, потребуется механическое удаление оксидной пленки по всей зоне стыковки. Для это применяют щетку по металлу или шабер, можно воспользоваться шлифовальной машинкой, болгаркой. При толщине сторон более 5 мм нужна V разделка кромок под углом 45 градусов. Это обеспечит достаточное проплавление и крепость будущего стыка.
Новая оксидная пленка образуется на поверхности спустя 1-2 часа, поэтому зачищать свариваемые стороны нужно непосредственно перед сваркой. Если в аппарате есть импульсный режим, достаточно только разделки кромок — удаление оксида произойдет катодным методом под действием высокого тока электрической дуги.
Если сечение свариваемых деталей менее 3 мм, необходима подложка. Это может быть медная пластина, которая впоследствии легко отделится от алюминия (даже если соединение проплавится полностью и жидкий металл вытечет с обратной стороны). Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
Алюминий обладает высокой теплопроводностью. При длинных сварочных швах на большой площади возможны серьезные коробления конструкции. Чтобы этого избежать, заготовки предварительно нагревают. В промышленных условиях это делают индукционными токами, в домашних — горелкой бензореза, паяльной лампой, на угольной печи и т. д.
Требования к оборудованию
Учитывая особые свойства алюминия (тугоплавкий оксид, повышенную текучесть металла, плавление основной структуры при температуре 600 градусов), необходимо правильно выбирать полуавтомат. Купите MIG аппарат с импульсным режимом или двойным импульсом.
Аврора PRO SKYWAY 350
TELWIN ELECTROMIG 330
У них должна быть возможность смены полярности на постоянном токе. Сварка алюминия полуавтоматом ведется на обратной полярности. Это означает, что к горелке подается плюс, а к изделию минус. При таком подключении тепло сварочной дуги концентрируется на конце сварочной проволоки. Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
Альтернатива импульсному оборудованию — использовать полуавтоматы AC/DC. Например, cварочный полуавтомат EWM PICOMIG 185 D3 Synergic TKG — это модель, способная работать на переменном токе. Тогда полярность будет меняться автоматически, с частотой колебания переменного тока (50 Гц). Это содействует разрушению оксида (когда тепло концентрируется на изделии) и быстрому переносу капли (когда тепло концентрируется на электроде).
Для подачи алюминиевой проволоки нужны 4-х роликовые подающие устройства. Это обеспечит равномерную скорость без пробуксовки, проволока не будет «гулять», дергаться. Ролики должны быть с U-образной канавкой без насечек. Насечки, призванные лучше цеплять проволоку, будут сминать мягкий алюминий.
Рекомендуем использовать горелку с длиной не более 3-х метров. Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.
При выборе полуавтомата для сварки алюминия важно учитывать:
Расходные материалы
Хороший выбор проволоки для алюминия в нашем каталоге.
Видео сварки алюминия сварочным полуавтоматом
Видео-материал для наглядного ознакомления, который показывает процесс сварки алюминия аппаратом МИГ/МАГ. Это не учебный ролик.
Навигация по информационным разделам
- Статьи и справочные материалы
- Руководство по ручной дуговой сварке для начинающих
- Ответы экспертов на вопросы Клиентов об оборудовании
Чем различаются МИГ и ТИГ сварка алюминия
Из-за оксидной пленки аргонодуговую ТИГ сварку алюминиевых элементов ведут на переменном токе, чтобы использовать катодное распыление. Однако провар получается более широким и неглубоким из-за формы электрода. При МИГ сварке проплавление глубже.
Процесс ТИГ менее производителен из-за невысоких токов сварки, напряжения на дуге и тепловложения. Это хорошо заметно при работе с толстым металлом. Поэтому эту технологию целесообразно использовать для заваривания тонких заготовок и стыковых швов, где важен контроль над тепловложением.
Проигрывает ТИГ и по стоимости. Помимо неплавящихся электродов для работы нужна присадочная проволока.
Можно ли сваривать алюминий полуавтоматом с опцией TIG DC? Да, но только в режиме ММА, так как функция TIG DC подразумевает использование базовой аргонодуговой сварки на постоянном токе. Она не подходит для алюминия из-за плохого разрушения оксидной пленки.
Рекомендуемые полуавтоматы
Полупрофессиональный Сварог PRO SMART MIG 200 имеет синергетические настройки и позволяет регулировать индуктивность, чтобы контролировать глубину проплавления и уменьшить количество брызг. Цифровой дисплей упрощает подбор параметров, если вы хотите вести МИГ с ручной настройкой. Полуавтомат рассчитан на катушки весом до 20 кг, поэтому хорош для мастерских и производств.
Тем, у кого объемы работ меньше, рекомендуем Сварог REAL SMART MIG 200. Он оснащен теми же функциями, что и модель со старшей линейки PRO, но используется с катушками до 5 кг.
Если вам не нужна синергетика, поэтому что достаточно опыта для самостоятельной точной настройки, советуем выбрать Сварог REAL SMART MIG 200 BLACK. У него полный набор основных опций для МИГ сварки от регулировки индуктивности до холостого прогона и дожига проволоки в конце цикла. Также, в комплекте с полуавтоматом, Вы получаете фирменные краги и маску Сварог.
Полуавтомат AuroraPRO SPEEDWAY 180 SYNERGIC с синергетическими настройками и дополнительными функциями справляется со сваркой неответственных алюминиевых конструкций проволокой 1 мм и даже 1,2 мм. Важно не забыть заменить штатный подающий ролик на ролик с U-образной канавкой, а также подобрать канал и наконечник для горелки.
Более мощный Aurora PRO OVERMAN 200 достойно работает с алюминиевыми деталями при сварке с отрывом и легко настраивается. У него нет синергетики, поэтому он рекомендован профессионалам в работе с алюминием. Полуавтомат уверенно сваривает заготовки толщиной от 2 мм, делает качественные тавровые швы при непрерывном, равномерном движении горелки.
Похожие статьи
Сварка нержавейки полуавтоматом: всё что нужно знать в одном месте
В данном статье расскажем все подводные камни сварки нержавейки полуавтоматическим сварочным аппаратом. Разберем преимущества и недостатки данной вида сварки, поговорим об особенностях, про использование газа, материалов и много другое. Для того, чтобы сварить нержавеющую сталь применяют несколько методов: ручную сварку, аргоновую и сварку полуавтоматом. В настоящее время метод полуавтоматической сварки является наиболее надежным и долговечным, в основе чего лежит высокое качество получаемого сварного шва.
Сварка алюминия аргоном (TIG)
Легкий пластичный алюминий и алюминиевые сплавы используются в строительстве, аэрокосмической промышленности, машино-, судо- и автомобилестроении — в конструктивных элементах, турбинах, кузовных и корпусных деталях, трансмиссиях. Аргонная сварка алюминия применяется при производстве и ремонте, позволяет получать чистые швы и надежные сварные соединения при разной толщине металла.
Как правильно сваривать полуавтоматом
Сварка полуавтоматом или МИГ/МАГ — универсальный метод. Она производительна, позволяет работать с высокой скоростью во всех положениях, экономична.
Резка металла с помощью плазмореза
Объясняем, в чем преимущества плазморезки, чем они обусловлены, как правильно выполнять резку алюминия, нержавейки, чернухи ручным плазморезом и выбрать аппарат для своих целей.



