Самый распространённый и доступный прибор для измерения линейных размеров — штангенциркуль. Но для точных, ответственных замеров применяется микрометр — инструмент, позволяющий оценивать линейные размеры с точностью до 1 мк или 0.001 мм.
Основная область применения — машиностроение. При изготовлении детали заготовка проходит несколько операций технологического процесса. И на каждом этапе необходим контроль размеров, отбраковка. С помощью микрометров чаще всего контролируют размеры после финишных операций: линейные обхватываемые и обхватывающие размеры, диаметры осей, валов, высоту впадин, размеры шестерней, резьб, различные толщины.
Устройство микрометров 25 мм
Есть несколько видов этого инструмента с некоторыми отличиями в конструкции, но для понимания общего принципа устройства лучше рассмотреть устройство наиболее известного и распространённого — механического, гладкого, он же — аналоговый с максимальным перемещением винта 25 мм, микрометра типа МК25.
Скоба (основание). Это П-образный корпус, в котором закреплены все узлы микрометра. В П-образный зев скобы между губками микрометра зажимается измеряемая деталь.
Губки. Неподвижная губка (пятка) и подвижная (микрометрический винт или шпиндель) имеют полированные твердосплавные измерительные поверхности. При перемещении винт прижимает объект измерения к пятке. Микрометрический винт через гайку связан с барабаном и ручкой быстрого подвода. Винт фиксируется зажимом.
Зажим. Необходим для фиксации винта при снятии замеров по шкале втулки (стебля).
Шкала втулки. Имеет нижнюю и верхнюю шкалы, разделённые горизонтальной линией. По нижней определяется часть размера в целых числах мм, по верхней — в десятых долях мм. Горизонтальная линия служит для определения части размера в микронах по нониусной шкале барабана.
Барабан. При вращении перемещается вместе с микрометрическим винтом вдоль стебля. На барабане нанесена круговая нониусная шкала. Барабан имеет трещоточный узел (трещотка или фрикцион.
В рычажном микрометре есть ещё стрелочный индикатор, определяющий отклонения от размера с точностью до 1 микрона.
Трещоточный узел. Предотвращает повреждение микрометрического винта и деформацию измеряемой детали. При вращении барабана и достижении определённого измерительного усилия трещотка прокручивается с характерным треском без перемещения винта. Это сигнал того, что деталь надёжно зафиксирована и можно снимать показания.
Устройство и применение микрометров
Как универсальный измерительный инструмент применение микрометра возможно в любой области, где необходимо определение линейных размеров с точностью от 2 мкм. Это, в первую очередь, механическая обработка деталей, точная сборка узлов и механизмов, настройка работы промышленного оборудования и мн. другое.
Как пользоваться микрометром

Устройство микрометра достаточно простое, в конструкцию инструмента входит всего три основных элемента:
- Рама в виде полукруга оснащенная опорной стойкой (1) для фиксации измеряемой детали.
- Ручка, оснащенная трещоткой (6), неподвижным стеблем (4) со шкалой и измерительным барабаном (5).
- Винт (2) с неподвижной гайкой (3) для измерения линейных величин.
Замер с помощью микрометра выполняется посредством перемещения винта в неподвижной гайке. По углу оборота винта и определяется перемещение и рассчитывается линейный размер. Количество полных оборотов указано на стебле, доли – по круговой шкале на барабане. Инструмент также оснащен устройством кольцевой гайкой для фиксации.
Для обеспечения точности измерений передвижение микрометрического винта не должно превышать 25 мм. Поэтому микрометры выпускаются в пределах 0–25, 25–50 мм и т. д., до 300 мм, с дальнейшим шагом 100 мм. — 300–400, 400–500 и т. д.
Принцип действия микрометров
Для примера возьмём обычные механические гладкие микрометры, получившие наиболее широкое применение. Данный инструмент позволяет производить замер абсолютным и относительным способом. При абсолютном замере измеряемая деталь размещается между опорной стойкой и передвижным винтом. Полученный размер можно определить непосредственно по шкале. При относительном измерении определяется размер рядом распложенных предметов и затем вычисляется нужный параметр.
Сам замер производится в следующей последовательности:
- Проверить точность прибора. Необходимо закрутить винт и проверить – совпадает ли нулевая отметка на шкале барабана с горизонтальным штрихом на стебле.
- Если предел измерений более 25 мм, то для проверки необходимо использовать эталонные меры.
- При несовпадении меток необходимо отрегулировать стебель специальным ключом (входит в комплект).
- Перед началом измерения винт выкручивается до размера немного более размера детали.
- Измеряемая деталь размещается между винтом и неподвижным упором.
- Винт необходимо зажать с помощью трещотки до характерного звука срабатывания – трещотка начинает проворачиваться, закрутка микровинта останавливается после 3 щелчков.
- Определяем показание по трем шкалам. Первые две расположены на стебле и одна на барабане. По штрихам в верхней части шкалы определяется количество полных миллиметров. К ним прибавляем, если возможно, половину второй шкалы, т. е. ещё 0,5 мм.
- В завершение прибавляем значение со шкалы барабана в соответствие с ценой деления шкалы, например 0,01 мм.
- Окончательный итог определяется суммированием всех трех показаний.
- Для получения максимально точного результата рекомендуется проведение нескольких замеров с расчетом среднего значения.
Как пользоваться микрометром
Использовать микрометр достаточно просто. При этом, если человек умеет обращаться с классическим аналоговым прибором, он без труда освоит любой тип измерителя. Чтобы гарантированно получить точные результаты, необходимо перед началом работы настроить микрометр и произвести первичную калибровку.
Проверка нулевой позиции делается в обязательном порядке. Особенно, если микрометр часто используется, работает с различным характером заготовок, применяется в широком диапазоне температур. Перед любыми настройками требуется очистить поверхность пятки и подвижной губки. Это делается следующим образом.
- Берется лист бумаги. Если прибор применялся для исследования металлических заготовок, его можно смочить растворителем.
- Бумага зажимается между пяткой скобы и подвижной губкой, затем медленно вытаскивается.
- При необходимости, если на поверхности контрольных элементов заметны загрязнения, операцию повторяют. Только после этого приступают к настройке.
Настройка на ноль
Настроить микрометр на ноль можно при помощи специального ключа, который поставляется в комплекте с прибором. В общем случае необходимо:
- до предела выдвинуть передвижную губку, до ее касания пятки скобы;
- вращать барабан до достижения номинального усилия прижатия (срабатывания трещотки);
- проверить, чтобы центральная линия шкалы стебля совпадала с нулевой отметкой на барабане.
Если этого не происходит, необходимо провести калибровку. Алгоритм, как отрегулировать микрометр, достаточно прост. В сжатом состоянии, когда трещотка прокручивается, нужно зафиксировать передвижную губку зажимом. Затем специальным ключом ослабляется крепление в барабане. После того, как трещотка освобождена, деталь со шкалой поворачивают до выставления на ноль. Затем крепление барабана снова закручивается.
Важно! Для приборов более сложного класса, например, призменных, калибровка выполняется по эталонному образцу. Это необходимо делать как для аналоговых, так и цифровых устройств.
Порядок измерений
Измерять микрометром нужно аккуратно, не прилагая чрезмерных усилий. Деталь зажимается между неподвижной пяткой скобы и передвижной губкой. Затем нужно крутить винт барабана до срабатывания трещотки. После этого передвижную губку рекомендуется зафиксировать зажимом, чтобы случайное смещение заготовки не вызвало повреждение резьбовых элементов внутри микрометра.
Определение показаний
Некоторые типы микрометров предлагают данные об измеренной величине в наглядном виде. Прежде всего, это цифровые решения. Но большинство устройств имеет тот же метод отображения результата, как и у классического аналогового, гладкого прибора.
Определить значение измеряемой величины можно так.
- По шкале стебля измеряются целые значения — это количество рисок по нижней части шкалы.
- Верхняя разметка показывает половинные значения. Если здесь видна риска, к величине целых прибавляется еще 0.5.
- По круговой шкале барабана определяют сотые доли. Это значение в точке касания центральной риски шкалы стебля.
Таким образом, значение измеряемой величины складывается из трех частей: целые по нижней шкале стебля, половины единиц по верхней, количество сотых по барабану.
В качестве заключения
Чистота и бережное отношение — залог долговременного сохранения микрометром своих показателей точности и достоверности измерений. Прибор всегда хранят в комплектном футляре. Процедуры калибровки и установки нуля проводятся в обязательном порядке перед началом важных измерений. Или периодически, в качестве превентивной меры для сохранения характеристик точности прибора.
Важно! Микрометр нельзя ронять, вне зависимости от его класса. Прибор не должен подвергаться действию вибраций. Его следует защищать от перепадов влажности, использовать только в пределах рекомендуемого температурного диапазона. При переходе из холодного в теплое помещение, прибор должен пройти акклиматизацию.
Правила эксплуатации микрометра всегда изложены в инструкции по его использованию. И следовать им нужно обязательно, чтобы гарантировать постоянный уровень точности измерений.
Pereosnastka.ru

Микрометрические инструменты
К атегория:
Измерения
Микрометрические инструменты
Микрометр — прибор для измерения линейных размеров контактным способом. Изготовляют следующие типы микрометров:
МК — микрометры гладкие для измерения наружных размеров;
МЛ — микрометры листовые с циферблатом для измерения толщины листов и лент;
МТ — микрометры трубные для измерения толщины стенок труб;
МЗ — микрометры зубомерные для измерения зубчатых колес.
Микрометры типа МК выпускают с пределами: 0-5; 0-10; 0-15, 0-25; 25-50 50 – 75; 75-100; 100-125; 125-150 150-175; 175-200; 200-225; 225-250 250-275; 275-300; 300-400; 400-500 500 – 600 мм.
Микрометры с верхним пределом измерений 50 мм и более снабжают установочными мерами (точные цилиндрические стержни).
Микрометр имеет скобу с пяткой на одном конце, втулку-стебель на другом, внутрь которой ввернут микрометрический винт. Торцы пятки и микрометрического винта являются измерительными поверхностями. На наружной поверхности стебля проведена продольная линия, ниже которой нанесены миллиметровые деления, а выше ее — полумиллиметровые деления. Винт жестко связан с барабаном, на конической части барабана нанесена шкала (нониус) с 50 делениями.
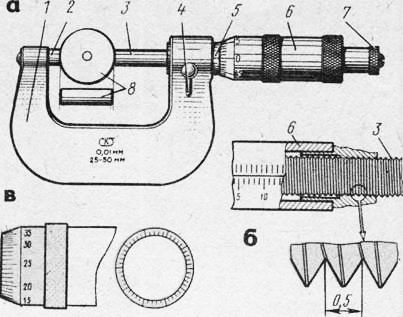
Рис. 1. Микрометр: а — устройство, б — микрометрический винт, в — барабан
На головке микрометрического винта имеется устройство (трещотка), обеспечивающее постоянное измерительное усилие.
Трещотка соединена с винтом так, что при увеличении измерительного усилия свыше ЮН (900 гс) она не вращает винт, а проворачивается. Для фиксирования полученного размера детали служит стопор 4. Шаг микрометрического винта 3 равен 0,5 мм. Так как на скосе барабан 6 по окружности разделен на 50 равных частей (рис. 378, в), то при повороте на одно деление барабана микрометрический винт 3, соединенный с барабаном 6, перемещается вдоль оси на V50 шага, т. е. 0,5 мм:50 = 0,01 мм.
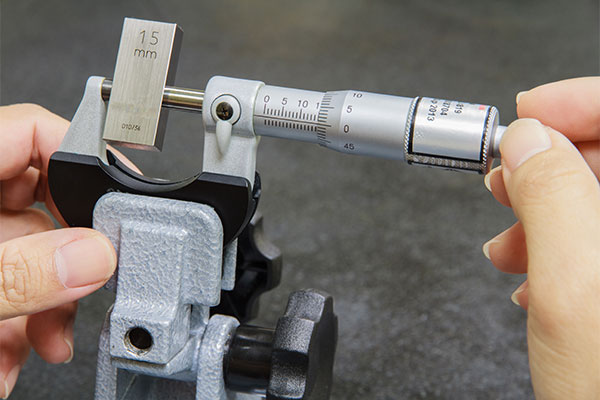
Перед измерением проверяют нулевое положение микрометра. При проверке микрометра с пределами измерения 0 — 25 мм протирают замшей измерительные плоскости пятки и микрометрического винта, затем медленно сводят их до соприкосновения. Для этого медленно вращают трещотку 7, пока она не начнет проворачиваться, издавая характерный треск. Медленное вращение трещотки необходимо потому, что скорость вращения винта влияет на величину измерительного усилия.
При проверке микрометров с пределами измерения 25 — 50, 50 —75 мм и т. д. между измерительными плоскостями микрометрического винта и пятки помещают либо установочную меру 8, либо мерительную плитку, соответствующую нижнему пределу измерения, т. е. 25, 50, 75 мм и т. д. Измерительные плоскости сближаются так же, как и у микрометров с пределом измерения 0 — 25 мм.
Если при проверке окажется, что нулевое деление барабана 6 не совпадает с продольным штрихом на стебле 5, то еще раз выполняют установку на нуль в таком порядке: закрепляют микровинт стопором; разъединяют барабан с микровинтом; устанавливают барабан и закрепляют его; проверяют нулевое положение.
Рис. 379. Приемы использования микрометра: а — измерение деталей в вертикальном и горизонтальном положениях, б — установка микрометра на нуль, в — установка микрометра на деталь

Рис. 1. Чтение показаний микрометра: а — положение глаз, б — примеры отсчета
Перед измерением проверяемую деталь закрепляют в тисках или в приспособлении, протирают измерительные поверхности и устанавливают микрометр на размер несколько больше проверяемого, затем микрометр (рис. 379, а, в) берут левой рукой за скобу, а измеряемую деталь помещают между пяткой и торцом микрометрического винта. Плавно вращая трещотку, прижимают торцом микрометрического винта деталь к пятке до тех пор, пока трещотка на начнет провертываться и пощелкивать.
При измерении диаметра цилиндрической детали линия измерения должна быть перпендикулярна образующей и проходить через центр.
При чтении показаний микрометра целые миллиметры отсчитывают по краю скоса барабана по нижней шкале, полумиллиметры — по числу делений верхней шкалы стебля. Сотые доли миллиметра определяют по конической части барабана по порядковому номеру (не считая нулевого) штриха барабана, совпадающего с продольным штрихом стебля.

Рис. 381. Микрометрический глубиномер: а — устройство, б — примеры отсчета

Рис. 382. Микрометрический нутромер (штихмасс): а — устройство, б — удлинительный стержень, в — проверка нулевого положения
Микрометрический глубиномер с точностью измерения 0,01 мм применяют для измерения глубины пазов, отверстий и высоты уступов до 100 мм. Глубиномеры изготовляют со сменными измерительными стержнями для измерений в пределах 0 — 25; 25 – 50; 50-75 и 75-100 мм. Шаг резьбы микрометрического винта 1 (стебель) — 0,5 мм. Изменение пределов измерений достигается присоединением сменных измерительных стержней 3.
Перед измерением проверяют нулевое положение глубиномера. При измерении левой рукой прижимают основание 2 глубиномера к верхней поверхности детали, а правой с помощью трещотки в конце хода доводят измерительный стержень до соприкосновения с другой поверхностью детали. Затем стопорят микрометрический винт и читают размер.
При чтении показаний надо иметь в виду, что при ввинчивании микрометрического винта глубиномера показания не уменьшаются, как у микрометра, а увеличиваются. Поэтому цифры на шкале стебля и барабана указаны в обратном порядке: на стебле цифры увеличиваются справа налево, а на барабане — по часовой стрелке.
Микрометрический нутромер (штихмасс) с ценой деления 0,01 мм предназначен для измерения внутренних размеров от 50 до 10 000 мм. Микрометрические нутромеры изготовляют с пределами измерений: 50 – 75; 75-175; 75-600; 150-1250; 800 – 2500; 1250 – 4000; 2500-6000; 4000 —10 000 мм. Нутромеры с пределами измерений 1250 — 4000 мм и более поставляют с двумя головками: микрометрической и микрометрической с индикатором.
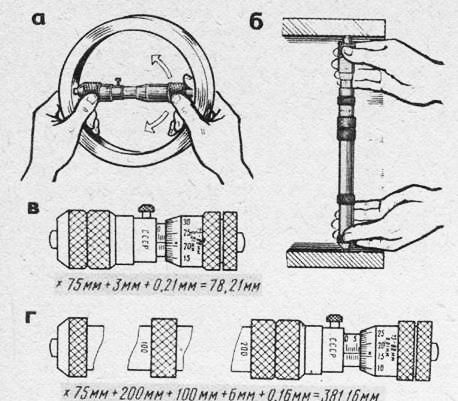
Рис. 1. Приемы измерения: а — цилиндрических отверстий, б — параллельности деталей, в, г — примеры отсчета без применения и с применением удлинителей
Шаг резьбы микрометрической винтовой пары нутромера равен .0,5 мм. Микрометрический нутромер имеет стебель, в отверстие которого вставлен микрометрический винт. Концы стебля и микрометрический винт имеют сферические измерительный поверхности.
На винт насажен барабан с установочной гайкой. В установленном положении микровинт закрепляют стопором.
Для измерения отверстий размером более 63 мм используют удлинительные стержни с размерами: 25; 50; 100; 150; 200 и 600 мм. Без удлинителей можно измерять размеры от 50 до 63 мм. Перед навинчиванием удлинителя со стебля свинчивают гайку 6, после присоединения удлинителя ее навинчивают на резьбовый конец последнего стержня.
Перед измерением микрометрическую головку устанавливают по установочной мере (скобе) на исходный размер, проверяют нулевое положение, затем выбирают наименьшее количество соответствующих удлинителей.
Измерение нутромером отверстий производят по двум взаимно перпендикулярным диаметрам. Левой рукой прижимают измерительный наконечник к одной поверхности, а правой рукой вращают барабан до легкого соприкосновения с другой поверхностью. Отыскав наибольший размер, стопорят микровинт и читают размер.
Правильное положение микрометрического нутромера находят покачиванием головки нутромера при легком контактировании измерительных поверхностей с деталью.
Для отсчета показаний на стебле нутромера имеется шкала длиной 13 мм с полумиллиметровыми и миллиметровыми делениями. Вторая шкала нанесена на конической части барабана, она имеет 50 делений по окружности. По этой шкале и отсчитывают сотые доли миллиметра.
Показания микрометрического нутромера читают так: к предельному размеру микрометрической головки (75 мм) прибавляют показания на стебле (в данном случае 3 мм), а затем показания на скосе барабана (0,21 мм). Следовательно, показание будет 75 мм + + 3 мм+ 0,21 мм = 78,21 мм.
При чтении показаний с удлинителями к показанию микрометрической головки прибавляют длину удлинителей, например: к микрометрической головке присоединены удлинители 200 и 100 мм. Показание будет: 75 мм + 200 мм + 100 мм + 6 мм + + 0,16 мм = 381,16 мм.
Калибровка, проверка точности
Настроить микрометр нужно непосредственно перед началом обработки деталей. Измерять микрометром максимально точно возможно только в том случае, если настройку проводить в тех условиях, в которых и будут производиться работы. Настройка включает:
- Удаление с поверхностей измеряющих цилиндров загрязнений и частиц стружки. Для очистки используют чистую ветошь; абразивные предметы применять не допускается. Окончательное очищение делают при помощи листа бумаги, который без усилия зажимают между измерительными губками и протягивают.
- Использование эталонных шаблонов. Это шлифованные детали из инструментальной стали с нанесенной маркировкой. Значения маркировки должны совпадать с делениями на инструменте. При помощи шаблонов проверяют цифровые и стрелочные. На стрелочном индикаторе возможно смещение стрелки, в цифровом — недостаток энергии питающего элемента.
Точная обработка деталей может быть начата только, если определить и исправить погрешность микрометра. Калибровать микрометр может сам обработчик металла.
Как настроить микрометр на ноль
Чтобы быстро отрегулировать микрометр и выставить нулевую отметку, нужен навык. Ноль выставляется как перед началом работ, так и периодически в процессе обработки деталей. Для этого нужно выкрутить барабан и отделить стебель. Цилиндр барабана в незакрепленном положении свободно вращается, а неподвижным становится после закрепления гайкой с трещоткой. Винт нужно вращать при помощи гайки, пока не сомкнутся губки. Чтобы выставить микрометр на ноль, винт нужно подтянуть до щелчка трещотки, а барабан вращать, пока «0» на нём не совпадет с эталонным делением на стебле. После чего деления надо зафиксировать гайкой. Особые измерения могут начинаться не с нуля, в таких случаях используют эталонные вкладыши, и настройку выполняют по ним.

Как проводить измерения микрометром и возможные сложности
После того как мы проверили точность прибора и в случае необходимости откалибровали его, можно приступать к измерениям. Для этого измеряемую деталь необходимо зажать в тисках аккуратно, чтобы не пережать деталь. Прижимаем, если необходимо увеличить давление на деталь, используем трещотку.
По верхней части шкалы стебля определяем количество полных миллиметров. При этом если на нижней половине последняя видимая риска находится правее, то к полученному значению прибавляем ещё 0,5 (вот зачем предусмотрено смещение нижней половины шкалы относительно верхней).

После использования прибор необходимо протереть и уложить в специальный кейс.
Основные правила ухода за измерительным прибором – рекомендации редакции HouseChief.ru

Для полноценной работы микрометра и увеличения срока его службы важно следить за сохранностью прибора и чистотой его деталей и механизмов. Перед каждым использованием протираем поверхность губок пятки. А также проверяем точность калибровки. Если показания сбились, то прибор необходимо перенастроить. Именно эта ошибка чаще всего возникает у тех, кто начинает пользоваться прибором.
Важно! Трещотку используйте только в том случае, когда деталь имеет твёрдую и крепкую структуру. В противном случае сверхдавление может деформировать измеряемую деталь.
Процесс измерения и показания
В начале работы необходимо расположить измерительную деталь между пяткой прибора и микрометрическим винтом. Начать вращение барабана с учетом максимальной близости шпинделя и измеряемого предмета.
При измерениях микрометр находится в левой руке. Во избежание нагрева от температуры тела и искажения результатов держать прибор следует за изолированную часть скобы.

Размеренно и не спеша до соприкосновения с измеряемой поверхностью подводится шпиндель устройства. Крутить его следует по направлению против часовой стрелки относительно торца с нарезкой пока деталь не зайдет в зазор торцов. Далее, необходимо по часовой стрелке довести вращение шпинделя до упора, придерживая в процессе нарезки барабан.
При достижении упора вращение начнет сопровождаться треском. Вращение микрометрического винта следует прекратить и можно приступать к снятию показаний. Освобождается деталь из зажима обратным вращением шпинделя. Точный размер замеряется на барабане с помощью шкалы нониуса.
Показания прибора. При работе по снятию величин измерений механическим прибором требуется некоторая сноровка. Начинаем снимать показания с более крупного разряда цифр и оканчиваем мелким.
Для начала обратим внимание на шкалу стебля на неподвижной части рукоятки. Она содержит две шкалы, которые для комфортного восприятия расположены в позиции остановки края барабана, зафиксируем значение деления нижней шкалы (допустим, 8). Оно находится в зоне видимости. Так определяется величина первого цифрового показания.
В случае когда край барабана сравнялся с делением на верхней шкале, то после запятой необходимо поставить цифру 5, если деление скрыто, тогда цифру 0. После рассматривается шкала на барабане, где находятся сотые доли миллиметра, их необходимо прибавить к десятым долям.
Допустим, верхняя шкала не показала половинчатого деления, соответственно, измерительная величина равна 8,0 мм. Поскольку на барабане с горизонтальным штрихом выпало значение 12, следовательно, 8,0 + 0,12 = 8,12 мм. В случае видимости штриха на верхней шкале стебля 8,5 + 0,12 = 8,62 мм.
Основные разновидности

В зависимости от длины передвижного шпинделя (винта) микрометры классифицируют по типоразмерам. Приборостроительная промышленность производит устройства для измерения размера деталей в диапазонах:
- от 0 до 25 мм,
- от 25 до 50 мм,
- от 50 до 75 мм,
- до 500−600 мм.
Ряд измерительных приборов дополнительно укомплектован установочными концевыми мерами для возможности выставления устройства в позицию «на ноль».
Микрометры имеют различие по видам (по ГОСТ 6507–90 ) в зависимости от назначения и конструктивной принадлежности (ручные и настольные).
Широко распространены в использовании следующие виды измерительных микрометров:
- гладкие — предназначены мерить наружные размеры;
- листовые — для толщины лент и листов, оснащены стрелочным циферблатом;
- трубные — для толщины трубных стенок;
- проволочные — для толщины проволоки;
- микрометрические головки — для измерения перемещения;
- зубомерные — измеряют нормали зубчатых цилиндрических колес, что важно для контроля качества при их производстве.
Помимо отображенных в ГОСТ, используются и другие виды инструмента:
- рычажные микрометры — принцип действия прибора основан на механизме измерения линейных величин с помощью метода сравнений и оценок (модель МРИ);
- микрометры призматические — для измерения внешнего диаметра инструмента со множеством лезвий (серия МТИ, МПИ, МСИ);
- нутромеры микрометрические — для измерения внутренних параметров различных деталей (НМ, НМИ);
- канавочные;
- резьбомерные;
- универсальные и прочие.
Электронный инструмент
Для скоростных обмеров предназначены приборы с наличием электронной «цифровой» индикации, значение произведенных измерений у которых отображается на отдельном табло (к примеру, микрометр модифицированный МК — МКЦ).
Современные микрометры с цифровой индикацией имеют ряд определенных достоинств:
Ощутимым недостатком цифровых измерительных устройств является ненадежность в работе. Всякая цифровая техника нуждается в особо аккуратном обиходе. Механическая модель микрометра при возможном падении не особо пострадает, хотя это отразится на способности работать в дальнейшем. При цифровом аналоге в таком случае существует риск немедленного прекращения работы, ремонтных затрат или даже замены прибора.
Недорогой цифровой микрометр неизвестного производства способен допускать погрешности результата измерений. Такие приборы фактически не соответствуют ГОСТу, впрочем, нередко цифровые модели, изготовленные согласно стандарту, имеют частые сбои в работе. Инструмент требует замены по прошествии гарантийного срока эксплуатации.
Лазерный микрометр
Лазерный микрометр — новейший универсальный измерительный инструмент. Главное отличие прибора от механических аналогов — это потребность в автономном источнике питания.

Микрометр служит для бесконтактных измерений линейных величин, определения зазоров, ширины, толщины, внутренних диаметров в технологических объектах. Посредством лазерного устройства измеряют уровни сыпучих веществ, отслеживают положение объекта.
По причине высокой себестоимости лазерный манометр пока не пользуется большим спросом в частных кругах.
Как один из самых высокоточных приборов, прибор нашел свое применение во многих сферах современной промышленности и строительстве. Электронное обеспечение делает такое устройство довольно хрупким и дорогостоящим и выдвигает повышенные требования к его бережной эксплуатации.
Originally posted 2018-03-28 15:34:19.



