Пайка алюминия — трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.

Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Чем лучше паять канифолью или флюсом: полезное видео от Интернет-магазина Electronoff
Химия для пайки
Пайка — это соединение деталей между собой, для соединения этих деталей используется два основных компонента, это припой и флюс. Ни один процесс пайки не обходится без таких материалов как припой, флюс, канифоль, некоторые радиолюбители используют паяльные кислоты, различные смеси и прочее. В этой статье о них и поговорим. Припой (олово) Припой — это металл или сплав, применяется для соединения и пайки радиодеталей, имеет температуру плавления ниже, чем соединяемые металлы. Припой прочно соединяет радиодетали между собой, растекается по нему и заполняет зазоры или отверстия между соединяемыми деталями.  Припои бывают мягкие – температура плавления до 300°C и твёрдые – выше 300 °C. Мягкими припоями являются оловянно-свинцовые сплавы.
Припои бывают мягкие – температура плавления до 300°C и твёрдые – выше 300 °C. Мягкими припоями являются оловянно-свинцовые сплавы.  Продается они в катушках, тюбиках или же в виде прутков. Припои продаются даже с флюсом, такие легче плавятся и канифоль для пайки радиодеталей обычно не требуется. Радиолюбители часто применяют припой марки ПОС-61. При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен. У бессвинцовых припоев температура плавления либо выше, либо ниже чем у свинцовооловянных видов припоя. Оловянно-свинцовые припои смачиваются лучше чем бессвинцовые, паять ими удобнее. Швы при использовании бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец. Канифоль Канифоль бывает еловая или сосновая, применяют для пайки радиодеталей совместно с припоем, канифоль ускоряет пайку и способствует быстрому лужению радиодеталей. Канифоль помогает припою прилипнуть к поверхности и растекается по ней блестящей пленкой. После этого деталь очень легко припаивается.
Продается они в катушках, тюбиках или же в виде прутков. Припои продаются даже с флюсом, такие легче плавятся и канифоль для пайки радиодеталей обычно не требуется. Радиолюбители часто применяют припой марки ПОС-61. При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен. У бессвинцовых припоев температура плавления либо выше, либо ниже чем у свинцовооловянных видов припоя. Оловянно-свинцовые припои смачиваются лучше чем бессвинцовые, паять ими удобнее. Швы при использовании бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец. Канифоль Канифоль бывает еловая или сосновая, применяют для пайки радиодеталей совместно с припоем, канифоль ускоряет пайку и способствует быстрому лужению радиодеталей. Канифоль помогает припою прилипнуть к поверхности и растекается по ней блестящей пленкой. После этого деталь очень легко припаивается.  Перед началом пайки разогретый паяльник сначала «макают» в канифоль, затем жалом паяльника дотрагиваются до припоя, после чего уже прикасаются к месту спаивания деталей. Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.
Перед началом пайки разогретый паяльник сначала «макают» в канифоль, затем жалом паяльника дотрагиваются до припоя, после чего уже прикасаются к месту спаивания деталей. Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.  Флюс Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
Флюс Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
С помощью флюса вывода радиодеталей залуживаются и паяются очень быстро. Флюсы бывают химически активными (кислотными) и пассивными (нейтральными). Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк. При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов. Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса. Одним из таких флюсов является флюс ЛТИ-120. Многие радиолюбители применяют нейтральный флюс СКФ, такой флюс состоит из: спирта ~ 60%, канифоли ~ 40% и абсолютно не вреден для печатных плат.  Такой флюс можно изготовить и самому в домашних условиях, для этого берется спирт (70-90%), можно приобрести например в аптеке, и канифоль, ее нужно измельчить. Затем наливаем спирт в небольшую емкость, например в тюбик, и туда насыпаем крошки канифоли, в процентном соотношении примерно 70% спирта и 30% канифоли, затем закрываем пробку и взбалтываем до тех пор, пока канифоль полностью не растворится. Флюсы бывают для пайки алюминия, нержавеющей стали, латунных, медных и стальных изделий, в виде раствора или порошка. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода. Паяльная паста Паяльная паста представляет собой пастообразное вещество, состоит из мельчайших шариков припоя, флюса и различных добавок. Паяльные пасты бывают безотмывочные и водосмываемые, последние содержат активные вещества, частицы которых могут стать причиной коррозии, если не удалить их с поверхности печатной платы.
Такой флюс можно изготовить и самому в домашних условиях, для этого берется спирт (70-90%), можно приобрести например в аптеке, и канифоль, ее нужно измельчить. Затем наливаем спирт в небольшую емкость, например в тюбик, и туда насыпаем крошки канифоли, в процентном соотношении примерно 70% спирта и 30% канифоли, затем закрываем пробку и взбалтываем до тех пор, пока канифоль полностью не растворится. Флюсы бывают для пайки алюминия, нержавеющей стали, латунных, медных и стальных изделий, в виде раствора или порошка. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода. Паяльная паста Паяльная паста представляет собой пастообразное вещество, состоит из мельчайших шариков припоя, флюса и различных добавок. Паяльные пасты бывают безотмывочные и водосмываемые, последние содержат активные вещества, частицы которых могут стать причиной коррозии, если не удалить их с поверхности печатной платы.  Паяльная паста в основном применяется для поверхностного монтажа, для чип (SMD) радиодеталей и особенно удобны для пайки в труднодоступных местах. Пайка радиодеталей такой пастой осуществляется с помощью паяльной (фен) или ИК станции. Если вкратце, то технология следующая, сначала наносят капли пасты на места будущего спая, располагают радиодетали и нагревают. Последовательность действий при пайке следующая: 1. Сначала поверхность платы нужно очистить, обезжирить и высушить. Для ускорения сушки можно воспользоваться феном. 2. Печатную плату необходимо надежно зафиксировать в горизонтальном положении, чтобы компоненты не слетели. 3. Паяльную пасту нужно наносить на печатную плату в местах будущей спайки, добиться чтобы вся паяемая поверхность была смочена пастой. 4. На плату устанавливаются детали: чип резисторы, конденсаторы, микросхемы и пр…
Паяльная паста в основном применяется для поверхностного монтажа, для чип (SMD) радиодеталей и особенно удобны для пайки в труднодоступных местах. Пайка радиодеталей такой пастой осуществляется с помощью паяльной (фен) или ИК станции. Если вкратце, то технология следующая, сначала наносят капли пасты на места будущего спая, располагают радиодетали и нагревают. Последовательность действий при пайке следующая: 1. Сначала поверхность платы нужно очистить, обезжирить и высушить. Для ускорения сушки можно воспользоваться феном. 2. Печатную плату необходимо надежно зафиксировать в горизонтальном положении, чтобы компоненты не слетели. 3. Паяльную пасту нужно наносить на печатную плату в местах будущей спайки, добиться чтобы вся паяемая поверхность была смочена пастой. 4. На плату устанавливаются детали: чип резисторы, конденсаторы, микросхемы и пр…
Постарайтесь добиться точного совмещения ножек микросхем и компонентов на печатной плате. 5. В идеале плату нужно подогревать еще и снизу, через пару минут фен устанавливается на температуру 150*C и несильной струей воздуха чтобы не сдуть детали, прогревается паяемая верхняя сторона платы вместе с установленными деталями. Прогрев продолжается до тех пор, пока флюс из паяльной пасты не испарится. Далее фен устанавливается на температуру около 240*C (температура плавления оловянно-свинцовой паяльной пасты около 200*C), и поверхность платы снова прогревается, при этом частицы припоя в пасте должны оплавиться и сформировать аккуратную пайку. 6. После окончания пайки плате нужно дать время остыть, затем можно ее промыть Паяльный жир и паяльная кислота Паяльный жир (бывает активным и нейтральным) нужен для тех же целей, что и канифоль, снимать невидимую оболочку-окисел с металла и улучшать пайку. Но если канифоль не справляется с этой задачей и эту оболочку со стали снять не может, то паяльный жир — пожалуйста!  Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.
Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.  Недостаток ее в том, что после пайки она еще долго реагирует с металлом, а также является очень неплохим проводником электрического тока, поэтому ее никогда уважающие себя электрики и электронщики не используют, им ни к чему посторонние пути прохождения тока. Медь, бронзу, латунь можно паять канифолью или флюсом, свинец канифолью не будет паяться, нужно паять паяльным жиром. Если никель, сталь или железо то применяют паяльную кислоту, после пайки остатки кислоты нужно смыть водой. Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса). Бура Это высокотемпературный флюс (700-900*С), буру используют как флюс для пайки сталей, чугуна, меди и её сплавов среднеплавкими медными, латунными, золотыми и серебряными припоями. Расплавленная бура растворяет окислы металлов и очищает поверхность спаиваемых деталей. После применения буры при пайке необходимо удалять оставшиеся соли, применяя механическую зачистку.
Недостаток ее в том, что после пайки она еще долго реагирует с металлом, а также является очень неплохим проводником электрического тока, поэтому ее никогда уважающие себя электрики и электронщики не используют, им ни к чему посторонние пути прохождения тока. Медь, бронзу, латунь можно паять канифолью или флюсом, свинец канифолью не будет паяться, нужно паять паяльным жиром. Если никель, сталь или железо то применяют паяльную кислоту, после пайки остатки кислоты нужно смыть водой. Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса). Бура Это высокотемпературный флюс (700-900*С), буру используют как флюс для пайки сталей, чугуна, меди и её сплавов среднеплавкими медными, латунными, золотыми и серебряными припоями. Расплавленная бура растворяет окислы металлов и очищает поверхность спаиваемых деталей. После применения буры при пайке необходимо удалять оставшиеся соли, применяя механическую зачистку.  Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли. Оксидал Применяется для очистки жал паяльников или для пайки окисленных выводов радиодеталей. Для лучшего действия оксидала паяльник должен быть не менее 40 ватт. Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается «инеем». После пайки оксидалом остатки удаляются механическим путем.
Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли. Оксидал Применяется для очистки жал паяльников или для пайки окисленных выводов радиодеталей. Для лучшего действия оксидала паяльник должен быть не менее 40 ватт. Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается «инеем». После пайки оксидалом остатки удаляются механическим путем.  Цапонлак Цапонлак применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов. Цапонлак, нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги.
Цапонлак Цапонлак применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов. Цапонлак, нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги.  Цапонлак бывает разных цветов: зеленого, красного, синего… Наносить его на плату лучше кисточкой или мягкой губкой. Покрывать цапонлаком (и вообще любыми ацетоносодержащими веществами) печатные платы целиком не рекомендую. Для этих целей продаются специальные бесцветные лаки. Плата, покрытая цапонлаком:
Цапонлак бывает разных цветов: зеленого, красного, синего… Наносить его на плату лучше кисточкой или мягкой губкой. Покрывать цапонлаком (и вообще любыми ацетоносодержащими веществами) печатные платы целиком не рекомендую. Для этих целей продаются специальные бесцветные лаки. Плата, покрытая цапонлаком: 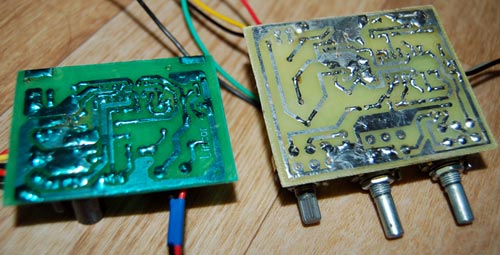 Цапонлак удобно применять для фиксации резьбовых соединений, например чтобы не развинчивалась гайка.
Цапонлак удобно применять для фиксации резьбовых соединений, например чтобы не развинчивалась гайка.
 Романов А.С.
Романов А.С.  Опубликована: 2012 г.
Опубликована: 2012 г.  0
0  1
1
![]()
![]()
 Вознаградить Я собрал 0 2
Вознаградить Я собрал 0 2
Есть ли отличия между канифолью и флюсом?
Кроме большей популярности у техников, канифоль не имеет принципиальных отличий от других флюсов. Как и эти вещества, канифоль тоже выполняет утилитарную функцию — гарантирует устойчивость места спайки. Она также может употребляться и в твердом, и в жидком агрегатном состоянии – в зависимости от типа припоя. Нет различий в способе применения: любое вспомогательное вещество наносится на предварительно зачищенную поверхность, при наличии излишков они впоследствии аккуратно удаляются. Еще одно (и немаловажное) качество всех флюсов – они производятся в соответствии с ГОСТ, поэтому хорошее качество спайки гарантировано.
Канифоль — это флюс или вещество иного предназначения? Такой вопрос может волновать всех тех, кто на практике столкнулся с необходимостью спаять металлические поверхности.
Таким образом, выбор между канифолью или флюсом – проблема, касающаяся скорее родо-видовых понятий, чем существенно различающихся между собой материалов. Флюс имеет множество разновидностей – солей, кислот, иных химических соединений – одной из которых является и канифоль. Чтобы определиться, какой их них лучше использовать при электротехнических работах, нужно учесть состав соединяемых поверхностей, их поверхностное натяжение, степень загрязнения и прочие физико-химические факторы.
Как вам статья?
Немного о пайке ч.2 заключительная.

В прошлый раз мы рассматривали как запаять микросхемы в корпусах soic и ssop, и как ухаживать за «вечным» жалом. Но от одного жало мало что зависит, важно какой инструмент мы используем и какие припои и флюс.
Не будем углубляться в дебри а постараемся рассмотреть поверхностно.
Флюс вещество, предназначенный для удаления оксидов с поверхности под пайку.Имеют три состояния: твердое, жидкое и пастообразное. Также бывает активным и неактивным. Активные нужно обязательно смывать. Неактивные я тоже смываю чтобы было эстетичней, и спалось спокойней.

Паяльная кислота — всеядный флюс паяет почти все металлы. (Активный)
ВТС флюс паста — что то среднее между кислотой и лти 120. (Активный)
ЛТИ 120 Нейтральный. Пишут что не требует отмывки.НО все же лучше смывать.
Классика Канифоль. Тут все ясно. Но очень сильно засирает «вечное» жало потому я его использую с обычным паяльником(эпсн 45) и обычным припоем без канифоли.
Жидкая канифоль. Такая же как классическая, но только жидкая ) . Удобно наносить кисточкой.
Stannol один из моих любимых флюсов Нейтральный.
И флюс гель не помню названия. Самый любимый мой флюс. Можно в одной руке держать паяльник, а другой наносить флюс шприцом для запайки или выпайки.
Обычно начинающим достаточно вот такого неудобного минимального наборщика.

Неудобен тем что громоздкий, нет регулировка температуры. НО профи им спаяет почти все. И все же неудобный.


Мой любимый и часто используемый паяльник. Отвечает всем моим требованиям:
Мощность 60ват
Температура от 120 до 420 градусов (примерно)
Сменные жала
Компактен (относительно).

Самая дешевая паяльная станция. Пользоваться очень удобно. Паяльник маленький лежит как влитой. Феном удобно выпаивать микрухи и запаивать что нибудь однотипное. И что нибудь многоногое у которых контакты под брюхом, к примеру корпуса LGA.
Как правильно паять паяльником с припоем и канифолью

Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.

После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.

Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью

Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
Originally posted 2018-04-06 09:12:27.
Достоинства и недостатки
Оба вида флюса имеют как свои достоинства, так и недостатки. У нейтрального состава следующие плюсы:
- хорошо обрабатывает спаиваемые поверхности, что упрощает лужение металла;
- обеспечивает высококачественную пайку;
- легко смывается после окончания процесса;
- не содержит активных веществ, вызывающих коррозию и портящих детали;
- не проводит электричество;
- доступен по цене;
- при правильном хранении его срок годности не ограничен.
У нейтрального жира есть ряд недостатков. К ним относятся следующие свойства:
- с ним трудно паять детали, покрытые ржавчиной;
- после окончания пайки на поверхности остается твёрдый остаток;
- пайка с ним менее комфортна, чем с применением других флюсов (флюс-пасты, ЛТИ-120).
У активного состава также есть немало преимуществ. Его плюсы:
- он лучше, чем другие флюсы, подходит для пайки поверхностей деталей из черных и цветных металлов.
- с ним можно паять даже сильно окислившиеся материалы;
- остаток флюса легко удаляется после окончания пайки;
- состав имеет низкую стоимость и длительный срок хранения.
При работе с активным жиром нужно соблюдать меры предосторожности. Он имеет следующие особенности:

- при нагревании паяльником состав выделяет вредные вещества, поэтому рабочее место должно быть оборудовано вентиляцией;
- чтобы предотвратить коррозию, после окончания паяния с поверхности удаляют остатки флюса;
- активные вещества флюса способны повредить тонкие проводки или электронные элементы, поэтому для деликатной пайки он не годится.
Способ применения паяльного жира
Работать с этим составом не сложнее, чем с другими флюсами, например, с канифолью. Жир применяют следующим образом:
- Нужное количество наносят на рабочую поверхность.
- Жалом паяльника прогревают поверхность пайки. Флюс при этом плавится, удаляя окислы. После его сгорания на металле образуется пленка, защищающая от окисления.
- Паяют с применением припоя.
- После окончания работы остатки флюса удаляют бензином или другими отмывочными средствами.
Паяльный жир — хорошее средство для удаления оксидной пленки с места паяния. Активный состав позволяет паять большие и сильно окисленные детали, нейтральный применяется для пайки радиодеталей и печатных плат.
При работе нужно применять меры предосторожности и удалять оставшийся флюс с металлических поверхностей, чтобы предотвратить коррозию.
ROH1
Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
TL;DR
- для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
- для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
- для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
- Производство и разработка электроники
- DIY или Сделай сам
- Электроника для начинающих



