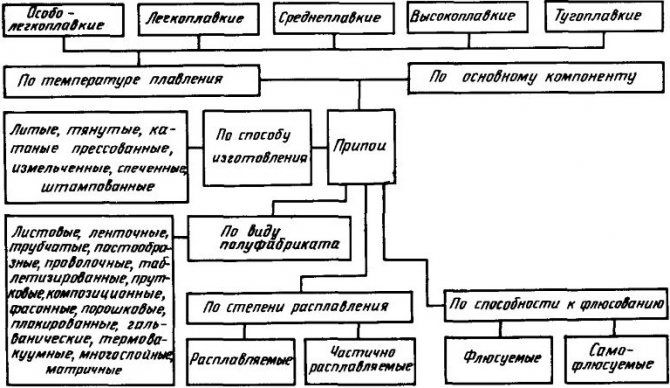
Разновидности и применение припоев:
Припой — металл или сплав, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Применяют сплавы на основе олова, свинца, кадмия, меди, никеля и других металлов
Для пайки соединений проводниковых материалов в зависимости от предельно допустимых рабочих температур и требуемой прочности паяного шва применяются мягкие и твердые припои.
К мягким относятся припои с температурой плавления до 400 °С, а к твердым — свыше 500 °С. Припои с температурами выше температуры плавления чистого олова в интервале до 400 °С называются полутвердыми.
Мягкие и полутвердые припои имеют предел прочности при растяжении до 15–100 МПа и применяются для пайки токоведущих частей, не являющихся одновременно несущими конструкциями машин или аппаратов.
Пайка мягкими и полутвердыми припоями осуществляется паяльником или погружением деталей в расплавленный припой, соединяемые поверхности при этом предварительно облуживаются, как правило, припоем той же марки и покрываются обычно канифолью (флюсом).
Оловянно-свинцовые припои выпускаются в виде слитков, прутков, проволоки, ленты и трубок, заполненных канифолью.
Твердые припои имеют предел прочности при растяжении 100– 500 МПа и применяются в качестве припоев первой категории прочности при пайке токоведущих частей, быстроходных, допускающих высокий нагрев электрических машин и деталей, воспринимающих основную механическую нагрузку.
Система обозначения припоев
Обозначение компонентов:
А — алюминий;
К или Кд — кадмий;
Ср — серебро;
Су — сурьма;
Примеры обозначений марок припоев:
ПОС61 — припой оловянно-свинцовый, олова — 61 %, остальное — свинец;
ПОССу61-0,5 — припой оловянно-свинцовый, олова — 61 %, сурьмы — 0,5 %, остальное — свинец;
ПОС61М — припой оловянно-свинцовый, олова — 61 %, остальное — свинец и добавка меди;
ПСр3И — припой серебряно-индиевый, серебра — 3 %, остальное — индий;
ПСр3Кд — серебряно-кадмиевый, серебра — 3 %, остальное — кадмий.
Какие бывают припои?
Припои делят на мягкие (легкоплавкие) и твёрдые. Для монтажа радиоаппаратуры применяются как раз легкоплавкие, т.е. такие, температура плавления которых лежит в пределах до 300 – 450°C. Мягкие припои по своей прочности уступают твёрдым, но для сборки электронных приборов применяются именно они.
Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца. Именно эти металлы составляют большую часть в сплаве. Также в нём могут присутствовать и легирующие металлы, но их количество в составе невелико. Примеси других металлов вводят в сплав для получения определённых характеристик (температуры плавления, пластичности, прочности, устойчивости к коррозии).
Сравнение припоев Kaina, ПОС-61, ПОС-40, noname
Бывает, что в пользование попадает припой неизвестной марки. Приблизительно оценить его состав можно по косвенным признакам:

ПОС-40 (пруток)
Рассмотрим, в каких целях используются припои оловянно-свинцовой группы (ПОС).
ПОС-61 используется для лужения и пайки печатных плат радиоаппаратуры. Именно он в основном служит материалом для сборки электроники. Температура его плавления начинается со 183°C, а полное расплавление достигается при температуре в 190°C.
Производить пайку таким припоем можно с помощью обычного паяльного инструмента не боясь перегрева радиоэлементов, поскольку полное его расплавление достигается уже при 190°C.
ПОС-30,ПОС-40,ПОС-90 полностью расплавляются при температурах в 220 – 265°C. Для многих радиоэлектронных компонентов такая температура является предкритической. Поэтому для сборки самодельных электронных устройств лучше использовать ПОС-61.
Зарубежным аналогом ПОС-61 можно вполне считать припой Sn63Pb37 (олова 63%, свинца 37%). Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному ПОС-61.

Как правило, любой припой продаётся в катушках или тюбиках по 10 ~ 100 грамм. На упаковке указывается состав сплава, например, так: Alloy 60/40 («Сплав 60/40» – он же ПОС-60). Имеет форму проволоки разного диаметра (от 0,25 до 3мм).

Также не редкость, что в его состав входит флюс (FLUX), которым заполнена сердцевина проволоки. Содержание флюса указывается в процентах (обычно от 1 до 3,5%). Такой форм-фактор очень удобен. При работе нет необходимости отдельно подавать флюс к месту пайки.
Одной из разновидностей припоев ПОС является припой марки ПОССу. Да, если произнести вслух, то звучит не очень то презентабельно . Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таком сплаве кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
| Припой | Начальная t° плавления (Солидус) | Полное расплавление (Ликвидус), t° |
| ПОССу-61-0,5 | 183 | 189 |
| ПОССу-40-2 | 185 | 229 |
| ПОССу-40-0,5 | 183 | 235 |
| ПОССу-30-2 | 185 | 250 |
| ПОССу-30-0,5 | 183 | 255 |
Как видим из таблицы, припой ПОССу-61-0,5 наиболее подходит для замены ПОС-61, так как имеет температуру полного расплавления – 189°C.
Стоит отметить, что существует и полностью бессвинцовый оловянно-сурьмянистый припой ПОСу 95-5 (Sn 95%, Sb 5%). Температура его плавления 234 – 240°C.
Низкотемпературные припои.
Среди припоев существуют и такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым «высокотемпературным» среди низкотемпературных является ПОСК-50-18. Он имеет температуру плавления 142–145°C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 – 94°C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Процентное соотношение металлов в сплаве может немного отличаться. Обычно указывается в графе «Состав» на упаковке.

Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Кроме всего прочего, данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы.
Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 72°C. Так как в сплаве ВУДА присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Стоит отметить, что сплавы РОЗЕ и ВУДА достаточно дороги.
Оценка припоя на качество
Основных оценок припоя две, это текучесть, т.е. насколько хорошо припой растекается по поверхности контакта и структура поверхности после пайки (матовая или блестящая). Считается что чем легче растекается припой и чем блестящей его поверхность после пайки, тем лучше его качество. Так же встречаются припои которые после пайки на своей поверхности оставляют бугры и неровности, что считается недопустимым, так же как и трещины после остывания
Что лучше ПОС 40 или ПОС 61
Если изогнуть эти два припоя то ПОС 40 будет гнуться без хруста, в то время как пос 60 грустить при изгибании, это и говорит о недостатки одного и преимуществах другого, ведь именно гибкость и пластичность очень часто нужна в радиомонтаже, так же встречается и вибрационные нагрузки, которые естественно лучше выдерживает ПОС 40, но при его применение поднимается температура, а следовательно возрастает риск перегрева радиокомпонентов или дорожек
Олово 25 Свинец 25 Висмут 50
Температура плавления 95%
В отличие от справа ВУДА обладающего теми же параметрами менее тактичный, так как не содержит кадмий
Для пайки не применяется, так как материал более хрупкий по сравнению с ПОС 61 припоем, но лудить можно в воде, где поднимают температуру кипения добавлением глицерина (кипение 290 градусов), чтобы не было испарение воды и металлы не попадали вместе с паром в легкие человека
Так же при лужении в раствор воды и глицерина можно добавлять лимонную кислоту, что увеличивает качество, так как раствор становится флюсом. Процентное соотношение 1 грамм лимонной кислоты на 100 грамм раствора
Низкотемпературые припои
Низкотемпературые припои предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым «высокотемпературным» среди низкотемпературных является ПОСК-50-18. Он имеет температуру плавления 142–145°C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 – 94°C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%.
Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы, а также в плавких защитных предохранителях.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 72°C. Так как в сплаве ВУДА присутствует кадмий (10%), из-за этого также явлестся токсичным, как и ПОСК-50-18, в отличие от сплава РОЗЕ.
Характеристики ПОС 10
ПОС 10 имеет следующий химический состав: 9-10 % олова, около 89 % свинца, 0,2 % висмута, 0,1 % сурьмы и остальные примеси в незначительных количествах. ПОС-10 используется для лужения и пайки контактных поверхностей электроники. Например, им заливают контрольные пробки в корпусах радиоэлектроники и паяют реле.
Температура пайки ПОС 10 — 299 °С. Точка солидуса — 268 °С.
Плюсы ПОС 10
- высокая температура плавления полезна при пайке корпусов аппаратуры.
Минусы ПОС 10
Технические характеристики припоя ПОС-30
Припой для пайки марки ПОС 30 является промежуточным звеном между ПОС 10 и ПОС 40. Состав припоя ПОС 30 следующий: 30 % олова и 69,5 % свинца. Остальное — это примеси и легирование. Припой ПОС 30 может быть легко заменен на ПОС 40, о котором рассказано ниже. Температура плавления (ликвидус) равна 238 градусов, а температура пластичности (солидус) равна 183 градуса Цельсия. Согласно техническим характеристикам, припой ПОС 30 чаще применяется для пайки и лужения листового цинка и радиаторов.

Достоинства припоя ПОС-30:
- хорошая адгезия;
- высокая прочность.
Недостатки припоя марки ПОС 30:
Технические характеристики припоя ПОС-40
По химическому составу припой ПОС 40 состоит на 39-41 % из олова, на 59 % из свинца. Остальные примеси в таком же соотношении, как и у ПОС-10. Припой для пайки ПОС-40 часто применяется для пайки и лужения корпусов радиоаппаратуры из оцинкованного железа с оцинкованными швами.

Температура пайки припоя ПОС-40 равна 238 градусов Цельсия, а солидус — 183 градуса.
Достоинства припоя ПОС-40:
- хорошее соотношение пластичности и температуры плавления;
- из-за этого лучше переносит термоцикличность, чем ПОС-61.
Недостатки припоя ПОС-40:
Определение применения
POS 40:
| Применение | Описание |
| Электроника | POS 40 широко используется для пайки электронных компонентов на печатных платах и монтаже смд-компонентов. |
| Автомобильная промышленность | Идеально подходит для пайки различных автомобильных деталей, включая проводку и разъемы. |
| Медицинская техника | Обладает отличной электропроводностью и применяется для пайки и ремонта медицинского оборудования. |
POS 61:
| Применение | Описание |
| Общая пайка | POS 61 является универсальным припоем и подходит для широкого спектра работ, включая пайку различных металлических изделий. |
| Ремонтные работы | Используется для ремонта различных предметов, включая бытовую технику, электронику, водопроводные и отопительные системы. |
| Пайка медных труб | POS 61 отлично подходит для пайки медных труб в системах водоснабжения и отопления. |
Используя данную информацию о применении, вы можете определить, какой из припоев – POS 40 или POS 61 – подходит лучше для ваших конкретных задач.
Химический состав
Припой POS 40 и POS 61 отличаются своим химическим составом, что влияет на их технические характеристики и предназначение.
| Олово (Sn) | 40% | 60% |
| Свинец (Pb) | 60% | 40% |
| Примеси | Содержит примеси, включая серебро | Содержит примеси, включая серебро |
| Температура плавления | 183°C | 189°C |
| Растворимость | Хорошая | Хорошая |
POS 40 состоит из 40% олова (Sn) и 60% свинца (Pb), в то время как POS 61 имеет состав из 60% олова и 40% свинца. Оба припоя содержат примеси, включая серебро.
Температура плавления POS 40 составляет 183°C, а POS 61 – 189°C. Оба припоя обладают хорошей растворимостью.
Из-за различного химического состава припои POS 40 и POS 61 могут быть более или менее подходящими для различных приложений. При выборе припоя необходимо учитывать требования конкретного проекта и целевого применения. Рекомендуется проконсультироваться с профилирующими специалистами или производителями припоев, чтобы определить наилучший выбор для конкретной ситуации.
Характеристики ПОС-61

Представляет собой трубочку толщиной 2 миллиметра, наполненную канифолью. Продаётся на вес. Фасуется в рулон. На этикетке крепится инструкция с маркировкой, где указан диаметр трубочки, процентный состав компонентов и вес.
Технические характеристики припоя ПОС-61:
В связи с тем, что жало паяльника чистое и сухое, а технология паяния предусматривает флюсы, необходим набор химических препаратов. Для качественной работы рекомендуется следующий перечень флюсов:
Медь не требует никаких особенных условий, специального флюса и высокой квалификации паяльщика. Медь хорошо прогревается благодаря высокому коэффициенту теплопроводности. У неё не образуется плотной окисной плёнки, как у алюминия под воздействием кислорода воздуха. Поверхность очищается от окисла без применения химических препаратов. Технологический процесс пайки выглядит следующим образом:

Давайте попробуем разобраться в видах припоя и в том, какому из них лучше отдать предпочтение в конкретной ситуации.
У такого изделия повышается температура расплавления, но найти полную альтернативу стандартным видам припоя пока что не удаётся, но основным показателем является безвредность. Олово занимает главное место в химическом составе, поэтому присущие ему свойства оказывают большое влияние на припой, из-за этого температура плавления у бессвинцового припоя ниже, а материал получается более мягким.
Температура плавления
Для пайки толстых проводов используют припой с температурой плавления более высокой, чем для пайки тонких проводов. В некоторых случаях необходимо учитывать и электропроводность припоя (напоминание: удельное сопротивление олова равно 0,115 Ом х мм2/м, а свинца — 0,21 Ом х мм2/м).
Как сделать колпак из бумаги на голову — инструкция с фото
Для пайки транзисторов можно применять так называемый сплав Вуда с температурой плавления 75 °С, в состав которого входят: олово — 13%, свинец — 27%, висмут — 50%, кадмий — 10%. Сплав Вуда можно приготовить по указанному рецепту самому или купить в аптеке. Пайка ведется слабо нагретым паяльником. В качестве флюса используется канифоль.
Сейчас выпускается большое количество разнообразных, так называемых «безотмывочных», флюсов, как жидких, так и в виде полужидкого геля. Особенность их такова, что они не содержат компонентов, вызывающих окисление и коррозию соединяемых деталей, не проводят электрический ток и не требуют промывки платы после пайки. Хотя все равно лучше после завершения пайки удалять с припаянных деталей все остатки флюса.

Для пайки медных деталей берут как мягкие, так и твердые припои. Для починки радиодеталей больше подойдут первые, для пайки жил, фитинга на трубах могут применяться как легкосплавные (1S и Rosol 3), так и твердосплавные (Rolot 2). Серебряные сплавы отличаются высоким качеством и используются для получения соединений при работе с медью, латунью или серебром. Они применяются тогда, когда через шов должно проходить электричество.
При выборе сплава для пайки руководствуются его температурой плавления, видом соединяемых материалов, размером деталей, требуемыми характеристиками (прочностью, коррозионной стойкостью и т. д.), методом соединения и его сложностью. При пайке алюминия используют сплавы на основе серебра, олова, цинка, меди и кремния (ЦОП-40, ПОС, 34А, АВИА-1, АВИА-2, ВПТ-4, 34-А, П250А, П300Б и т. д.).
По сравнению с тугоплавкими припоями механическая прочность легкоплавких невысока. Несмотря на это, они часто используются при электро- и радиомонтажных работах. Они плавятся уже при температуре в 183–280°С. Мягкие припои производятся на основе олова и свинца в различных пропорциях с добавлением кадмия, висмута, сурьмы, цинка, таллия и других металлов.
Как упаковать подарок в подарочную бумагу пошаговая инструкция — этапы с фото
Характеристики и свойства
POS 40:
POS 40 — припой высокого качества, обладающий рядом полезных характеристик.
1. Высокая электропроводность: POS 40 обладает высокой электропроводностью, что позволяет достичь надежного и стабильного соединения между элементами.
2. Высокая плотность: Данный припой имеет высокую плотность, что обеспечивает хорошую проводимость тепла и устойчивость к высоким температурам.
3. Хорошая адгезия: POS 40 обладает отличной адгезией к поверхностям, что позволяет надежно закрепить припаиваемые компоненты.
4. Низкая вязкость: У припоя POS 40 низкая вязкость, что обеспечивает легкое и равномерное нанесение на паяемую поверхность.
5. Длительное время стеклования: POS 40 характеризуется длительным временем стеклования, что дает возможность получить прочное соединение припаянных элементов.
Все эти свойства делают POS 40 идеальным вариантом для использования в различных электронных и электротехнических устройствах.
POS 61:
POS 61 — припой с высокой стабильностью и отличными свойствами.
1. Высокая плотность припоя: POS 61 обладает высокой плотностью, что обеспечивает надежную заливку пространства между элементами.
2. Хорошая прочность соединения: Припой POS 61 формирует прочное соединение с паяемыми поверхностями, обеспечивая долговечность и стабильность работы системы.
3. Устойчивость к окислам: POS 61 устойчив к окислам, что предотвращает возникновение проблем с проводимостью и позволяет поддерживать стабильную работу устройств.
4. Низкая температура плавления: POS 61 имеет низкую температуру плавления, что позволяет проводить пайку с минимальным воздействием на паяемые элементы.
5. Длительное время жизни: POS 61 обладает длительным временем жизни, что гарантирует долговечность и надежность работы устройств.
POS 61 идеально подходит для использования в различных областях, включая промышленность и электротехнику.
Преимущества и недостатки
Припой POS 40:
- Обладает высокой коррозионной стойкостью, что делает его идеальным для использования в условиях повышенной влажности
- Имеет низкую температуру плавления, что позволяет легко и быстро выполнять пайку
- Обеспечивает прекрасную механическую прочность соединений
- Хорошо смачивает металл, обеспечивая качественное пайковое соединение
- Требует использования флюса для достижения максимальной эффективности пайки
- Не рекомендуется для паяния некоторых материалов, таких как нержавеющая сталь или алюминий
- Имеет более высокую стоимость по сравнению с другими типами припоев
Припой POS 61:
- Имеет высокую температуру плавления, что обеспечивает прочное и надежное пайковое соединение
- Отличается хорошей механической прочностью соединений
- Не требует использования флюса при пайке многих материалов
- Идеально подходит для использования в электронике и металлообработке
- Не подходит для пайки в условиях высокой влажности или агрессивной среды, так как имеет более низкую коррозионную стойкость по сравнению с другими припоями
- Требуется использование флюса для пайки некоторых материалов, особенно при пайке алюминия
- Высокая стоимость по сравнению с некоторыми другими типами припоев



