Точность и аккуратность приходят с опытом, но получить крепкое соединение между двумя элементами с помощью пайки можно быстро. Надо только правильно подобрать инструменты и немного постараться.
Для первого опыта подойдёт старый советский паяльник, который отлично справится с большинством задач. У него несъемное медное жало, которому можно придать любую форму с помощью напильника. Оно быстро выгорает и деформируется, поэтому поправлять его придётся довольно часто, но при редкой пайке никаких проблем это не доставит.
На следующем уровне, когда пайка уже становится частым занятием, можно смотреть в сторону паяльников с необгораемыми сменными жалами. Их нельзя поправлять напильником, да и необходимости такой нет — достаточно просто поменять насадку.
Профессионалы используют паяльные станции. Это самое дорогое решение. Одно из преимуществ — поддержка заданной температуры, полезная для пайки чувствительных элементов. На станциях тоже используются сменные жала, а ещё есть фен. Но задумываться о покупке станции следует только в том случае, если вы серьёзно занялись пайкой, а не просто решили соединить два провода.

При выборе паяльника также нужно обращать внимание на его мощность:
- Для электронных компонентов — 40-60 Вт.
- Для деталей толщиной до 1 мм — 80-100 Вт.
- Для элементов толщиной 2 мм и более — от 100 Вт.
Как правило, у мастеров есть два паяльника, малой и средней мощности. Приобретение паяльной станции избавляет от необходимости иметь дополнительные инструменты.
Выбор расходного материала
Для пайки обязательно понадобится:
- Припой.
- Флюс.
- Губка для чистки жала.
Также стоит добавить в список паяльную кислоту, которая поможет соединить сложные элементы — например, провод и разнообразные разъёмы: «тюльпан», «крокодил» и прочие.
Для первого опыта рекомендуем использовать классический набор: припой ПОС 61 и канифоль.
Смачиваем губку водой, чтобы она впитала её и раздулась. Всё необходимое лежит на столе – можно включать паяльник и приступать к первому опыту пайки.
Подготовка
Для правильного выполнения запланированной работы необходимо хорошо понимать, что нужно для паяния. Ведь для осуществления качественной пайки недостаточно иметь только один паяльник. Поэтому сначала обязательно подготавливаются к процессу и только потом выполняют запланированные действия.
Рабочее место
Идеальный вариант – грамотно подготовленное место для работы. Оно должно соответствовать конкретным требованиям:
- отсутствие поблизости любых изделий, которые могут легко воспламеняться;
- хорошее освещение, чтобы выполнять качественную спайку и замечать даже самые незначительные недочеты;
- работающая вытяжка, чтобы обеспечить требуемый уровень безопасности и не вдыхать вредные испарения;
- наличие достаточного свободного пространства как для человека, так и для соединяемых деталей, инструмента и работы с ним.
Как правильно паять провода
На заметку!
Рекомендую еще подготовить увеличительное стекло для более удобного спаивания мелких деталей. Пригодится также подставка, на которую можно будет положить нагретый паяльный инструмент.

Вариант подставки для электрического паяльника
Источник 5×86.ru
Паяльник
Пайка для начинающих или профессионалов не может быть выполнена без главного инструмента – паяльника. Он необходим для нагрева деталей из металла до той температуры, при которой становится возможным их спаивание. Так как она в разных случаях может отличаться, то это нужно учитывать при выборе мощности паяльника:
- инструмент с мощностью максимум 60 Вт, который применяется при работе с микросхемами и радиодеталями;
- паяльник с мощностью от 80 до 100 Вт, подходящий для соединения элементов толщиной не более 1 мм;
- более мощный инструмент – это уже специальное оборудование для пайки металла толщиной максимум 2 мм или даже больше.
Для пайки деталей в домашних условиях обычно используют маломощный или среднемощный паяльник. Если предполагается частое выполнение такой работы, тогда лучше иметь сразу оба инструмента.

Электрические паяльники разной мощности
Источник mastervintik.ru
Недостаточно выбрать только мощность паяльника. Еще нужно осуществить подготовку его так называемого жала. Это нагреваемый наконечник инструмента. Выпускаются паяльники, у которых можно менять жало в зависимости от видов выполняемой работы. Еще производится инструмент с наконечником из меди. Такое исполнение позволяет выполнить его заточку. Медному жалу также можно придать требуемую форму при помощи молотка перед тем, как правильно припаять провод, клемму или что-нибудь другое.
На заметку!
Медные наконечники во время работы нужно регулярно лудить. Иначе на них будет образовываться окись, которая не даст пристать припою. Конечно, можно еще использовать жало с никелированной поверхностью, но на такое покрытие отрицательно влияет перегрев. Поэтому данная разновидность наконечника не подходит для начинающих мастеров.
Материалы для пайки
Еще пайка проводов паяльником для начинающих или профессионалов начинается с подготовки припоя, канифоли и флюса. Это расходные материалы и они обязательно используются во время процесса. Определенные мастера также применяют паяльные кислоты.

Паяльная кислота, сосновая канифоль и припой для выполнения пайки
Источник enkor24.ru
Во время спаивания деталей используется связующий материал. Им является припой. Сегодня в основном используют припой в виде проволоки разного диаметра. Она продается небольшими бухточками. Ею удобно пользоваться, отщипывая нужное количество сплава разогретым наконечником паяльника. Ранее же использовали только олово в качестве связующего материала. Однако таким припоем сложнее работать по сравнению с современным вариантом.
Канифоль для пайки нужна, чтобы припой равномерно распределялся по металлическим поверхностям. Если она не будет использоваться, тогда связующий материал станет собираться в капли. При отсутствии канифоли припой даже может не пристать к металлическим поверхностям соединяемых деталей.
Флюс так же, как и паяльная кислота, позволяет тоже подготовить спаиваемые детали. Он подбирается под конкретный металл, из которого изготовлены соединяемые элементы.
Паяльную кислоту или флюс для алюминиевого сплава не применяют во время соединения проводов или других деталей из меди. В противном случае припой не пристанет к металлическим поверхностям.

Флюс для алюминиевых сплавов не используется для меди
Источник oldmerin.net
Перед тем как научиться паять паяльником с нуля, нужно подобрать подходящий флюс и припой. От их правильного выбора во многом зависит качество пайки. Чтобы не ошибиться, нужно внимательно знакомиться с информацией на этикетках продаваемых материалов. Кроме того, выпускаются еще универсальные расходники. Несмотря на это, все-таки рекомендуется учитывать некоторые особенности их применения.
С помощью флюсов протравливаются соединяемые детали. Эти расходники растворяют оксидную пленку, а потом препятствуют образованию коррозии на металле. Большинство флюсов представляет собой смесь. В ее состав входят кислоты, металлические соли, щелочи. После нагрева все компоненты флюса активно вступают в реакцию.

Вариант флюса для пайки
Источник allegroimg.com
Перед тем как правильно припаять провод к контакту или такому же проводнику, определяются с типом флюса. Часто используется активный расходник, позволяющий спаивать почти все что угодно. Однако с ним работать сложнее, потому что его нужно без промедления смывать после окончания пайки. Причиной этому является состав активного флюса, в который входит соляная и хлорная кислота. Это высокопроводимые вещества. Поэтому их остатки могут стать причиной замыкания в электрической цепи. Кроме того, они способствуют коррозии соединений.
Производится также жидкий флюс, основой которого является канифоль. В его состав еще входит только глицерин или вместе со спиртом. Таким расходником намного удобнее пользоваться. Однако его тоже нужно смывать. При этом он обладает меньшей эффективностью во время пайки сталей, но хорошо подходит для соединения цветных металлов.

Паяльный флюс, изготовленный на основе канифоли
Источник mehanik35.ru
Что касается припоев, то их подбирать намного легче. В большинстве случаев применяется марка ПОС. Это оловянно-свинцовый припой с определенной цифрой, которая указывает на процент содержания олова в составе. С его увеличением повышается прочность и электрическая проводимость соединения. В то же время понижается температура, при которой припой начинает плавиться.
На заметку!
Наличие в составе свинца позволяет нормализовать процесс застывания. Если бы его не было, тогда увеличилась бы вероятность появления трещин в олове.
Технология пайки
После того как определились, что нужно для пайки паяльником в домашних условиях, выполняют ряд несложных последовательных действий:
- подготавливают спаиваемые элементы;
- наносят флюс или проводят лужение;
- нагревают соединяемые элементы до требуемой температуры;
- вносят припой в место, где осуществляется пайка.

Внесение соединительного материала в зону пайки
Источник rstart-shop.ru
В домашних условиях чаще выполняю пайку проводов и радиотехнических элементов. После окончания процесса проверяют качество выполненной работы, но прежде остужают нанесенный припой. При правильно выполненных операциях то место, где проводилась пайка, будет ярко блестеть. Когда же припой имеет пористую структуру и тускло выглядит, делают вывод, что соединение деталей осуществлялось при недостаточной температуре. Из-за низкого качества такая пайка не обеспечит требуемый электроконтакт. Если, например, провода потянуть в разные стороны, тогда произойдет разрушение некачественно внесенного припоя. В этом случае его даже можно легко чем-нибудь отковырнуть.
Место соединения двух деталей также может обуглиться. Такое случается, когда пайка осуществляется при очень высокой температуре. Если соединяются электрические провода, тогда их изоляция, скорее всего, оплавится. При этом не исключено, что электропараметры будут в норме.
Если происходит обугливание мест соединения отдельных жил проводов, тогда рекомендуется переделать пайку.

Не обугленные жилы проводов после спайки
Источник ichip.ru
Урок пайки ля новичков

Всем привет. Я недавно узнал что почти все мои знакомые не умеют паять. Это обстоятельство сподвигло меня снять ролик на эту тему. Объяснить, показать и рассказать простыми словами ка происходит процесс пайки.


Многие новички забывают про такой важный компонент как флюс. Он предназначен для удаления окислов и улучшает текучесть припоя. Без флюса спаять два провода сложно, если невозможно.


Для пайки нужен паяльник, припой и флюс. Это минимальный набор. В качестве флюса подойдёт обычная канифоль. Она годится для пайки проводов, меди и латуни. Пайку алюминия и нержавейки мы не рассматриваем.
Для пайки нужно прогреть паяльник, зачистить провод от изоляции. Если медь грязная и с окислами, то её тоже нужно зачистить. Нанести флюс и прогреть провод паяльником с каплей припоя. Если все сделано правильно, припой сам растекётся по проводу. Пнре пайкой провода можно скрутить. Всё просто! Важно использовать флюс!



Более подробно можно посмотреть в ролике.
Подготовка к пайке проводов
Она состоит из следующих операций:
- снятие изоляции с проводов;
- зачистка спаиваемых концов проводов;
- облуживание припоем концов проводов в среде флюса.
Лак с проводов снимают механическим путём — зачищают наждачной шкуркой или остро заточенным ножом. Если он отсутствует, от механической зачистки не следует отказываться — она также убирает окислы металла, являющиеся нетокопроводными.
Окислы также не дают возможности припою смачивать провод. Из-за этого процесс лужения осложняется и удлиняется по времени, что приводит к оплавлению и усаживанию полимерной изоляции провода.
Выполнять пайку без предварительного лужения — весьма рискованная операция, которая обязательно приведёт к возникновению «непропаев» — постоянных (когда проводимость отсутствует) или мерцающих (когда проводимость отсутствует время от времени). Последний брак наиболее опасен, поскольку его сложно идентифицировать.
Некоторые окислы на проводах в расплаве припоя после длительного прогрева растворяются, однако полностью надеяться на этот процесс нельзя. В ответственной аппаратуре опытные монтажники всегда зачищают провода механически перед лужением и пайкой.
Окисные непропаиваемые слои обычно имеют провода, выпущенные достаточно давно. Встречаются и такие, которые плохо лудятся и после зачистки. Очевидно, в таких проводах дело не только в сильном окислении поверхности, но и в составе самого металла. При пайке таких проводов применяют кислотные флюсы. Ими необходимо пользоваться осторожно и тщательно промывать места пайки во избежание последующего разрушения контактных площадок.
Как правильно паять медные провода?
Соединение проводов пайкой производят в вариантах:
- пайка двух проводов внахлёст;
- пайка скрученных проводов;
- пайка проводов к контактным площадкам печатной платы;
- припаивание к гнёздам компонентов или выводам элементов.
При правильной пайке проводов необходимо выполнить следующие операции:
- Нарезать провода необходимой длины.
- Снять пластиковую (тканую) изоляцию ножом или специальным инструментом на заданную длину.
- Зачистить наждачной шкуркой (ножом) обнажённые концы.
- Облудить концы припоем с флюсом.
- Установить концы проводов в отверстия на плате или в гнёзда компонентов (в других вариантах: скрутить их либо обустроить процесс пайки внахлёст).
- Произвести быструю пайку (1-3 сек) паяльником с припоем и флюсом.
- Обеспечить неподвижность соединения при застывании припоя.
- Промыть жёсткой кистью места пайки спиртом, бензином.
Припой в месте пайки должен быть блестящим, плотно облегающим соединённые провода.
Припой
В этом специальном легкоплавком сплаве, как правило, используются вещества:
Или любой другой металл с подходящей температурой плавления. Самые легкоплавкие имеют температуру плавления до 80 градусов, а наиболее устойчивые – свыше 900.
В быту рекомендуется использовать припой марки ПОС 61. Самый удобный вид – тоненькая проволочка.
Флюс
Так называется специальное вещество, выступающее связующим звеном между припоем и металлом провода. Он помогает адгезии (приставанию) припоя, и успешно защищает его от окисления и помогает обезжириванию. Наиболее популярная марка – ЛТИ 120.
При необходимости он делается самостоятельно. Для этого достаточно растворить канифоль в спирте (примерно 60 на 40% ) и тщательно взболтать.
Пайка для начинающих
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди. ». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
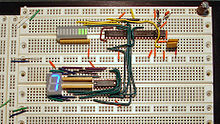
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.

Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.

и припой c флюсом внутри:

- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
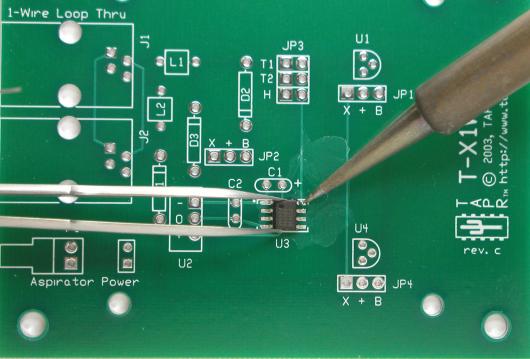
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.

Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.


- Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.


- Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.


Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:

- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.



