Индукционная печь часто используется в сфере металлургии, поэтому данное понятие хорошо знакомо людям, которые в той или иной степени связаны с процессом плавки различных металлов. Устройство позволяет преобразовывать электричество, образованное магнитным полем, в тепло.
Подобные устройства продаются в магазинах по довольно высокой цене, но если вы обладаете минимальными навыками использования паяльника и умеете читать электронные схемы, то можно попробовать изготовить индукционную печь своими руками.
Самодельное устройство вряд ли подойдёт для выполнения сложных задач, но вполне справится с базовыми функциями. Собрать устройство можно на основе рабочего сварочного инвертора из транзисторов, либо на лампах. Самым производительным при этом является именно устройство на лампах за счёт высокого КПД.
Принцип работы индукционной печи
Нагревание металла, помещённого внутрь устройства, происходит путём перехода электромагнитных импульсов в энергию тепла. Электромагнитные импульсы вырабатываются катушкой с витками из медной проволоки или трубы.

При подключении устройства через катушку начинает проходить электрический ток, а вокруг появляется электрическое поле со временем меняющее своё направление. Впервые работоспособность такой установки была описана Джеймсом Максвеллом.
Объект, который нужно нагреть, необходимо поместить внутрь катушки или недалеко от неё. Целевой предмет будет пронизываться потоком магнитной индукции, а внутри появится магнитное поле вихревого типа. Таким образом, индукционная энергия перейдёт в тепловую.
Основные параметры
- Генератор с самовозбуждением LC.
- Частота задается катушкой и набором конденсаторов.
- Автонастройка на резонанс.
- Напряжение питания 9…40 В.
- Потребляемый ток до 40 А.
Основным преимуществом индукционного нагрева является его высокая энергоэффективность, достигающая 90%. При традиционном нагреве сжигаемым топливом происходит большая потеря тепловой энергии, которая выделяется в окружающую среду, и только часть этой энергии идет на нагрев металла. При индукционном методе нагрева почти вся энергия, кроме потерь в генераторе, катушке и схеме преобразования, нагревает металл, так как металл нагревается изнутри вихревыми токами. Если в поле нагревателя нет металла, потребляется только ток, необходимый для питания генератора.
Важно отметить, что в отличие от нагрева топливом, с помощью индукционного нагревателя можно нагревать только электропроводящие предметы – эта конструкция предназначена для нагрева именно металлов.
Также метод индукционного нагрева нашел применение в домашнем хозяйстве – в виде индукционных плит. Такая плита обеспечивает удобство использования, высокий КПД и безопасность, и не требует задействования горючих газов. Мощность, которую необходимо обеспечить для кипячения газом, намного больше за счет теплопотерь, чем мощность подводимая к индукционной электроплите.
Принцип действия и схема
Конструкция индукционного нагревателя состоит из генератора и катушки. Катушка не имеет сердечника, а нагретый металл помещается внутрь, например, в тигель. Принцип работы печи можно сравнить с работой трансформатора с короткозамкнутой вторичной обмоткой. Быстро меняющийся ток большой силы и частоты в несколько десятков кГц, протекающий через катушку, создает быстро меняющееся электромагнитное поле. Когда проводник (металл) помещается в это поле, он становится «вторичной обмоткой», в которой индуцируются вихревые токи для нагревания.
🔥 ЭЛЕКТРОПЕЧЬ на 2000 ГРАДУСОВ своими руками.
Представленный нагреватель сконструирован таким образом, что после сборки и включения питания он сразу готов к работе, без необходимости его настройки или запуска.
На рисунке представлена принципиальная схема. Он сделан из нескольких элементов, самые главные из которых два транзистора, два дросселя, набор конденсаторов и катушка.
Полезное на сайте:
Усилитель с низким напряжением и током потребления

При проектировании нагревателя рассматривались различные конструкции, в том числе решения с частотно-регулируемым генератором. Но нагреватели с отдельным генератором работают не очень хорошо из-за изменения параметров индуктивности и емкости, которые в процессе работы нагреваются, вызывая изменение генерируемой частоты и расстройку резонанса.
Представленное решение отличается стабильной работой и хорошими параметрами, широко используется в самодельных устройствах. После включения питания генератор автоматически настраивается на резонанс и самостоятельно поддерживает соответствующую рабочую частоту, автоматически реагируя на изменение температуры используемых компонентов. По сравнению с типовым решением для упрощения и повышения надежности в нагреватель добавлено несколько элементов.
Стабилитроны D1 и D2 включены в цепи затворов МОП-транзисторов Т1 и Т2, ограничивая напряжение на них, предотвращая повреждение транзисторов, а диоды D3 и D4 служат для облегчения поочередного открывания транзисторов Т1 и Т2. Генерируемая схемой частота составляет около 90 кГц и зависит от суммарной емкости С1…С6 и индуктивности катушки.
Катушка нагревателя изготовлена из медной трубки диаметром около 6 мм. Использование стержня не имеет смысла из-за скин-эффекта. С другой стороны, медная трубка позволяет легко охлаждать её во время продолжительной работы, например, водой или другой охлаждающей жидкостью, которая может проходить через внутреннюю часть трубки.
Полезное на сайте:
Делаем компрессор из старого холодильника
Индукционный нагреватель для плавки и закалки металла своими руками
Добрый день. Ну и хватит о добром. Начитавшись и насмотревшись на всем известный индукционный генератор по схеме ZVC драйвера, решил сделать нечто похожее для закалки небольших металлических предметов, в гаражную автомастерскую и для плавки свинца на грузила. Схема стандартная, обычный высокочастотный мультивибратор, который повторили уже сотни человек.
Стандартный вариант генератора

Усиленный вариант схемы

Но видно мне войти в их число не судьба…


Были куплены все необходимые детали – новые полевые транзисторы, новые фаст диоды и стабилитроны. Всё перед пайкой было испытано на транзистор-тестере, в том числе для определения правильной цоколёвки.


Была собрана шикарная катушка из чистой меди диаметром 5 мм. Но работать сей девайс упорно отказывался.


Подозрение пало на дросселя, которые большинство радиолюбителей рекомендует мотать на желтых порошковых кольцах от БП АТХ.


Добыча искомых и установка также оказалась безрезультативной – индукционный нагреватель металлов как не работал раньше, так и не собирался работать дальше. Подключение различных вариантов катушек совместно с конденсаторами разной емкости картину не изменили – «открывает рыба рот, но не слышно что поёт», то есть транзисторы открываются, ток тянут, а генерации не происходит…

В конце концов всё это изрядно надоело, многодневные танцы с бубном закончились, и пришлось с поклоном идти к китайцам на ихний Алиэкспресс, заказывать за 7 долларов готовый модуль генератора.


Спустя 2 недели эта штука была доставлена курьером прямо на дом и после подключения к компьютерному блоку питания на 12 В успешно заработала.


Причём она работала и от 5-ти вольт, и с маленькой штатной катушкой, и с большой самодельной, в общем генерировала мощное электромагнитное поле во всех позах (с теми же деталями и схемой). Раскаляет 3 мм штырь до красна за 20 секунд. С железкой 6 мм возится несколько минут, при этом жутко греется само (в основном транзисторы и катушка).
Устройство

- Самодельная печь для плавки металлов имеет довольно простую конструкцию и состоит из трех основных блоков, помещенных в общий корпус:
- генератор переменного тока высокой частоты;
- индуктор — спиралевидная обмотка из медной проволоки или трубки, выполненная своими руками;
- тигель.
Тигель помещают в индуктор, концы обмотки подключают к источнику тока. При протекании тока по обмотке вокруг нее возникает электромагнитное поле с переменным вектором. В магнитном поле возникают вихревые токи, направленные перпендикулярно его вектору и проходящие по замкнутому контуру внутри обмотки. Они проходят через металл, положенный в тигель, при этом нагревая его до температуры плавления.
Достоинства индукционной печи:
- быстрый и равномерный нагрев металла сразу после включения установки;
- направленность нагрева — греется только металл, а не вся установка;
- высокая скорость плавления и однородность расплава;
- отсутствует испарение легирующих компонентов металла;
- установка экологически чиста и безопасна.
В качестве генератора индукционной печи для плавки металла может быть использован сварочный инвертор. Также можно собрать генератор по представленным ниже схемам своими руками.
Печь для плавки металла на сварочном инверторе
Эта конструкция отличается простотой и безопасностью, так как все инверторы оборудованы внутренними защитами от перегрузок. Вся сборка печи в этом случае сводится к изготовлению своими руками индуктора.
Выполняют его обычно в форме спирали из медной тонкостенной трубки диаметром 8-10 мм. Ее сгибают по шаблону нужного диаметра, располагая витки на расстоянии 5-8 мм. Количество витков — от 7 до 12, в зависимости от диаметра и характеристик инвертора. Общее сопротивление индуктора должно быть таким, чтобы не вызывать перегрузки по току в инверторе, иначе он будет отключаться внутренней защитой.
Индуктор можно закрепить в корпусе из графита или текстолита и установить внутрь тигель. Можно просто поставить индуктор на термостойкую поверхность. Корпус не должен проводить ток, иначе замыкание вихревых токов будет проходить через него, и мощность установки снизится. По этой же причине не рекомендуется располагать в зоне плавления посторонние предметы.
[attention type=red]При работе от сварочного инвертора его корпус нужно обязательно заземлять! Розетка и проводка должны быть рассчитаны на потребляемый инвертором ток.[/attention]

[blockquote_gray] В основе системы отопления частного дома лежит работа печи или котла, высокая производительность и долгий бесперебойный срок службы которых зависит как от марки и установки самих отопительных приборов, так и от правильного монтажа дымохода.
В этой статье вы найдёте рекомендации по выбору твердотопливного котла, а в следующей — познакомитесь с видами и правилами установки дымохода: [/blockquote_gray]
Индукционная печь на транзисторах: схема
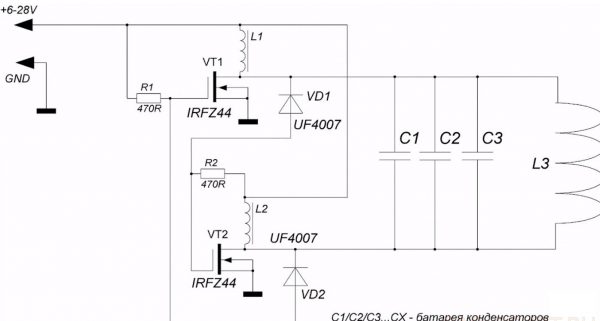
Существует множество различных способов собрать индукционный нагреватель своими руками. Достаточно простая и проверенная схема печи для плавки металла представлена на рисунке:

- Чтобы собрать установку своими руками, понадобятся следующие детали и материалы:
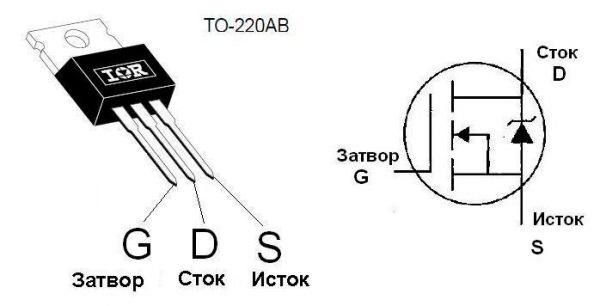
- два полевых транзистора типа IRFZ44V;
- два диода UF4007 (можно также использовать UF4001);
- резистор 470 Ом, 1 Вт (можно взять два последовательно соединенных по 0,5 Вт);
- пленочные конденсаторы на 250 В: 3 штуки емкостью 1 мкФ; 4 штуки — 220 нФ; 1 штука — 470 нФ; 1 штука — 330 нФ;
- медный обмоточный провод в эмалевой изоляции Ø1,2 мм;
- медный обмоточный провод в эмалевой изоляции Ø2 мм;
- два кольца от дросселей, снятых с компьютерного блока питания.
Последовательность сборки своими руками:
- Полевые транзисторы устанавливают на радиаторы. Поскольку схема в процессе работы сильно греется, радиатор должны быть достаточно большими. Можно установить их и на один радиатор, но тогда нужно изолировать транзисторы от металла с помощью прокладок и шайб из резины и пластика. Распиновка полевых транзисторов приведена на рисунке.

- Необходимо изготовить два дросселя. Для их изготовления медную проволоку диаметром 1,2 мм наматывают на кольца, снятые с блока питания любого компьютера. Эти кольца состоят их порошкового ферромагнитного железа. На них необходимо намотать от 7 до 15 витков проволоки, стараясь выдерживать расстояние между витками.

- Собирают перечисленные выше конденсаторы в батарею общей емкостью 4,7 мкФ. Соединение конденсаторов — параллельное.


- Выполняют обмотку индуктора из медной проволоки диаметром 2 мм. Наматывают на подходящий по диаметру тигля цилиндрический предмет 7-8 витков обмотки, оставляют достаточно длинные концы для подключения к схеме.
- Соединяют элементы на плате в соответствии со схемой. В качестве источника питания используют аккумулятор на 12 В, 7,2 A/h. Потребляемый ток в режиме работы — около 10 А, емкости аккумулятора в этом случае хватит примерно на 40 минут.При необходимости изготовляют корпус печи из термостойкого материала, например, текстолита.Мощность устройства можно изменить, поменяв количество витков обмотки индуктора и их диаметр.
[attention type=yellow]При продолжительной работе элементы нагревателя могут перегреваться! Для их охлаждения можно использовать вентилятор.[/attention]
Индукционный нагреватель для плавки металла: видео
Индукционная печь на лампах

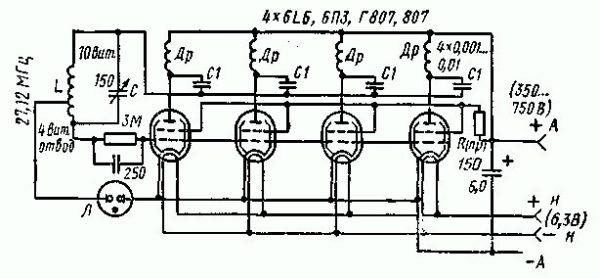
Более мощную индукционную печь для плавки металлов можно собрать своими руками на электронных лампах. Схема устройства приведена на рисунке.
Для генерации высокочастотного тока используются 4 лучевые лампы, соединенные параллельно. В качестве индуктора используется медная трубка диаметром 10 мм. Установка оснащена подстроечным конденсатором для регулировки мощности. Выдаваемая частота — 27,12 МГц.
Для сборки схемы необходимы:
- 4 электронные лампы — тетрода, можно использовать 6L6, 6П3 или Г807;
- 4 дросселя на 100…1000 мкГн;
- 4 конденсатора на 0,01 мкФ;
- неоновая лампа-индикатор;
- подстроечный конденсатор.
Сборка устройства своими руками:
- Из медной трубки выполняют индуктор, сгибая ее в форме спирали. Диаметр витков — 8-15 см, расстояние между витками не менее 5 мм. Концы лудят для пайки к схеме. Диаметр индуктора должен быть больше диаметра помещаемого внутрь тигля на 10 мм.
- Размещают индуктор в корпусе. Его можно изготовить из термостойкого не проводящего ток материала, либо из металла, предусмотрев термо- и электроизоляцию от элементов схемы.
- Собирают каскады ламп по схеме с конденсаторами и дросселями. Каскады соединяют в параллель.
- Подключают неоновую лампу-индикатор — она будет сигнализировать о готовности схемы к работе. Лампу выводят на корпус установки.
- В схему включают подстроечный конденсатор переменной емкости, его ручку также выводят на корпус.

[blockquote_gray]
Для всех любителей деликатесов, приготовленных методом холодного копчения, предлагаем узнать здесь как быстро и просто своими руками сделать коптильню, а тут познакомиться с фото и видео инструкцией по изготовлению генератора дыма для холодного копчения.[/blockquote_gray]
Охлаждение схемы
Промышленные плавильные установки оснащены системой принудительного охлаждения на воде или антифризе. Выполнение водяного охлаждения в домашних условиях потребует дополнительных затрат, сопоставимых по цене со стоимостью самой установки для плавки металла.
Выполнить воздушное охлаждение с помощью вентилятора можно при условии достаточно удаленного расположения вентилятора. В противном случае металлическая обмотка и другие элементы вентилятора будут служить дополнительным контуром для замыкания вихревых токов, что снизит эффективность работы установки.
[attention type=yellow]Элементы электронной и ламповой схемы также способны активно нагреваться. Для их охлаждения предусматривают теплоотводящие радиаторы.[/attention]
Индукционная печь для плавки металла — где купить и цены
Индукционная печь для плавки металла своими руками
Если в наличие есть электрическая схема сборки, то процесс сборки сможет освоить даже начинающий мастер. Оборудование возможно создать на базе сварочного инвертора, на лампах или транзисторах.
Главное достоинство печей, которые были собраны подручных средств, заключается в том, что цена устройства на порядок ниже, чем при покупке магазинного оборудования.
При сборке плиты с индукционной катушкой, обращайте внимание на то, что скорость плавки металлических сплавов будет напрямую зависеть от нескольких факторов:
- Скорость тепловой передачи;
- Мощность используемого в конструкции генератора;
- Потери в вихревом потоке во время рабочего процесса;
- Частота работы устройства;
- Наличие поблизости металлических деталей и электронных устройств, которые могут провоцировать помехи.
Из сварочного инвертора
Печь, работающая на базе инвертора, выделяется характеристиками безопасности, но при этом она собирается максимально просто. Сам инвертор уже имеет все необходимые защитные механизмы на случай возникновения перегрузки. Процесс изготовления индукционной плиты при наличии сварочного аппарата сводится к сбору индуктора.
Для сборки индукционной катушки стоит приобрести медную трубу с тонкими стенками диаметром не более 10 мм. Труба сгибается по спирали, а для облегчения процесса желательно изготовить специальный шаблон.
Количество витков в катушке – от 7 до 12. Их общее число напрямую зависит от того, какими характеристиками обладает используемый сварочный инвертор. Следите за тем, чтобы сопротивление индуктора не превышало допустимую силу тока в инверторе, в ином случае при осуществлении плавки металла придётся столкнуться с автоматическими отключениями устройства из-за срабатывания внутренней защиты.

После изготовления катушки переходим к производству внешней оболочки для устройства. Для этих целей лучше всего подойдёт графитовый корпус (не используйте для изготовления корпуса материал, который проводит через себя электрический ток, в противном случае общая производительность устройства значительно снизится). Внутрь индукционной катушки помещается тигель, в котором в дальнейшем будет плавиться металл.
Установить готовую индукционную катушку лучше всего на поверхности, которая устойчива к высоким температурам воздуха. Перед началом выполнения работ из зоны установки необходимо убрать посторонние предметы.
Подключать сварочный инвертор стоит только к тем розеткам, которые способны выдержать силу потребляемого устройством тока. Обязательно обустройте заземление корпуса.
На транзисторах
Для сбора печки, работающей на транзисторах, следует приобрести следующие детали:
- Полевые транзисторы типа IRFZ44V;
- Два диода;
- Резистор сопротивлением 470 Ом;
- Плёночные конденсаторы различной ёмкости;
- Медные провода для обмотки в изоляции диаметром 1,2 мм и 2 мм;
- Компьютерные радиаторы.
Процесс сборки устройства включает следующие шаги:
- Транзисторы устанавливаются на радиаторы. Обращайте внимание на то, что рабочая схема довольно быстро и сильно нагревается, поэтому радиаторы должны иметь большой размер для осуществления охлаждения конструкции. В некоторых случаях можно использовать один радиатор.

- С блока питания компьютера снимаем кольца и начинаем наматывать на них медную проволоку диаметром 1,2 мм. Всего необходимо сделать два кольца, на каждом – от 7 до 15 витков. Следите за тем, чтобы расстояние между витками было примерно одинаковым.
- Конденсаторы соединяем в единую батарею, ёмкость которой составляет 4,7 мкФ. Соединение производится по параллельной схеме.


- Из проволоки диаметром 2 мм делаем индукционную обмотку. Диаметр должен соответствовать диаметру тигля, который будет использоваться в дальнейшем. Всего в катушке должно быть не больше 8 витков. Не обрезайте проволоку слишком близко к началу обмотки. Оставшиеся концы проволоки будут использованы для припаивания индуктора к общей схеме печи.
- Соединяем все элементы по схеме.
При необходимости для печи можно обустроить корпус из материала, который устойчив к повышенным температурам и не пропускает ток.
На лампах
Если для выполнения работ по плавке металла необходимо более мощное устройство, то можно изготовить индукционную печь на лампах по следующей схеме.
Для сборки конструкции подготавливаем:
- 4 лампы-тетрода. Для конструкции подойдут лампы формата 6L6, 6П3 или Г807;
- 4 дросселя;
- 4 конденсатора по 0,01 мкФ;
- Неоновая лампа (будет использоваться в качестве индикатора, оповещающего, что печь готова к использованию);
- Конденсатор для настройки;
- Медная труба.
Собрать печь можно, соблюдая следующие шаги:
- Медную трубу сгибаем в виде спирали. Всего необходимо сделать около 15 витков, расстояние между которыми должно быть не меньше 5 мм. Внутри спирали должен свободно располагаться тигель, где и будет происходить процесс выплавки;
- Изготавливаем надёжный корпус для устройства, который не должен проводить электрический ток, и обязан выдерживать высокие температуры воздуха;
- Дросселя и конденсаторы собираются по обозначенной выше схеме;
- К схеме подключается неоновая лампа, которая будет сигнализировать о том, что устройство готово к работе;
- Также припаивается конденсатор для подстройки ёмкости.
Использование для обогрева
Индукционные печи подобного вида могут использоваться и для обогрева помещения. Чаще всего их используют вместе с котлом, который дополнительно производит нагрев холодной воды. На деле конструкции применяются крайне редко из-за того, что в результате потерь электромагнитной энергии КПД устройства минимален.
Ещё один недостаток основан на потреблении устройством больших объёмов электроэнергии в процессе работы, потому устройство относится к категории экономически невыгодных.
Принцип работы
Плавильные агрегаты с индукционной печью используются для нагрева самых разных металлов и сплавов.
В классическую конструкцию печи входят следующие компоненты:
- Сливной насос.
- Катушки индуктивности с водяным охлаждением.
- Рамы доступны из нержавеющей стали или алюминия.
- площадь контакта.
- Камин изготовлен из жаропрочного бетона.
- Поддерживается гидроцилиндрами и подшипниковыми узлами.
Принцип работы основан на генерации токов Фуко, индуцированных вихревыми токами. Обычно такие токи вызывают сбои в работе бытовых приборов, но в данном случае они используются для нагрева заряда до нужной температуры. Почти все электронное оборудование начинает нагреваться во время работы. Этот недостаток в энергопотреблении используется в полной мере.

Преимущества оборудования
Индукционные плавильные печи стали использоваться совсем недавно. На производственной площадке установлено различное оборудование, такое как знаменитые мартеновские печи и доменные печи.
Такая печь для плавки металла имеет следующие преимущества:
- Принцип индукции применяется для того, чтобы сделать оборудование компактным. Именно поэтому нет проблем разместить их в небольшом помещении. Примером могут служить доменные печи, которые можно устанавливать только на подготовленных площадках.
- Результаты проведенных исследований показывают КПД почти 100%.
- Высокая скорость плавления.
- Некоторые разновидности индукционной печи при плавке способны изменять химический состав металла. Индукционный метод плавки металлических предметов по праву занимает первое место по чистоте расплава. Возникающий ток Фуко нагревает заготовку изнутри, тем самым исключается возможность попадания различных примесных компонентов.
Именно последнее преимущество определило популярность индукционных плит в ювелирном деле, так как даже небольшое количество посторонних включений может негативно сказаться на результате.
Советы по выбору места для установки печи
В зависимости от конструктивных особенностей различают индукционные печи для металла напольные и настольные.
Независимо от того, какой вариант вы выберете, есть несколько основных правил монтажа:
- Во время работы оборудования электросеть находится под большой нагрузкой. Чтобы исключить возможность короткого замыкания, вызванного износом изоляции, при монтаже необходимо выполнить качественное заземление.
- В конструкции используется контур водяного охлаждения, исключающий возможность перегрева основных компонентов. Поэтому необходимо обеспечить надежный подъем воды.
- Если вы устанавливаете настольную печь, вам следует обратить внимание на устойчивость используемого основания.
- Металлоплавильная печь представляет собой сложное устройство, и при его установке необходимо соблюдать все рекомендации производителя.
- Не стоит забывать, что вокруг печи должно быть много свободного места. В процессе эксплуатации даже небольшой по объему и массе расплав может случайно вылиться из формы. При температуре выше 1000 градусов по Цельсию он может привести к тому, что будет нанесен непоправимый ущерб и стать причиной возгорания.

В ходе эксплуатации печь может достичь экстремальных температур. Поэтому в радиусе нескольких метров вокруг нее не должно находиться жидкостей, которые могут легко воспламениться и привести к возгоранию и неприятных, а порой и трагичных, последствий. Кроме того, по правилам пожарной безопасности рядом должен быть установлен противопожарный щит.
Тип оборудования
Широко используются только два типа индукционных печей: тигельные и канальные.
Они имеют схожие преимущества и недостатки, отличаясь только используемым методом работы:
- В тигельных индукционных печах каждую часть шихты необходимо загружать отдельно. Устройство работает следующим образом: металл загружается в индуктор, который расплавляется, а затем выбрасывается и подается в новую деталь.
- Канальные модели отличаются тем, что позволяют осуществлять непрерывное плавление металла. Конструкция позволяет загружать новые металлические секции и выбрасывать уже расплавленный металл во время работы. Единственный минус – возникают сложности при сливе воды, так как сливные каналы приходится заполнять.
Среди пользователей наиболее востребованной является тигельная разновидность для индукционных печей. Это обусловлено высокой мощностью оборудования, неприхотливостью, легкость монтажа, а также простоту эксплуатации. Помимо всего прочего, данный вид индукционной печи при необходимости можно выполнить самостоятельно.
Также популярность получили и бытовые конструкции.
Если вы хотите сделать индукционную печь своими руками, тогда вам потребуется следующее:
- Генератор.
- Тигель.
- Индуктор.
При необходимости опытные электрики могут изготовить катушки индуктивности своими руками. Этот конструктивный элемент представлен обмоткой из медного провода. Тигли можно купить в магазине, а в качестве генераторов используются схемы ламп, транзисторные батареи, сделанные своими руками, или спаянные инверторы.

Цены на готовые индукционные печи
Самодельные конструкции печей будут стоить гораздо дешевле покупных, но их нельзя создать большими объемами, поэтому без готовых вариантов для массового производства расплава не обойтись.
Цены на индукционные печи для плавки металла зависят от их вместимости и комплектации.
| Модель | Характеристики и особенности | Цена, рубли |
| INDUTHERM MU-200 | Печь поддерживает 16 температурных программ, максимальная температура нагрева – 1400 0С, контроль за режимом осуществляется с термопарой типа S. Агрегат производит мощность 3,5 кВт. | 820 тыс. |
INDUTHERM MU-900  | Печь работает от электропитания в 380 В, температурный контроль происходит с помощью термопары типа S и может доходить до 1500 0С. Мощность – 15 кВт. | 1,7 млн. |
УПИ-60-2  | Эта индукционная плавильная мини-печь может использоваться для плавки цветных и драгоценных металлов. Заготовки загружаются в графитовый тигель, их нагрев ведется по принципу трансформатора. | 125 тыс. |
ИСТ-1/0,8 М5  | Индуктор печи представляет собой корзину, в которую встроен магнитопровод совместно с катушкой. Агрегат 1 тонну. | 1,7 млн. |
УИ-25П  | Печное устройство рассчитано на загрузку в 20 кг, он оснащен редукторным наклоном плавильного узла. В комплекте к печи идет блок конденсаторных батарей. Мощность установки – 25 кВт. Максимальная t нагрева – 1600 0С. | 470 тыс. |
УИ-0,50Т-400  | Агрегат рассчитан на загрузку в 500 кг, самая большая мощность установки – 525 кВт, напряжение для него должно быть не ниже 380В, максимальная рабочая t – 1850 0С. | 900 тыс. |
ST 10  | Печь итальянской компании оснащена цифровым термостатом, в панель управления встроена технология SMD, которая отличается быстродействием. Универсальный агрегат может работать с разной вместительностью от 1 до 3 кг, для этого ее не нужно переналаживать. Она предназначена для драгоценных металлов, ее max температура – 1250 0С. | 1 млн. |
ST 12  | Статическая индукционная печь с цифровым термостатом. Она может быть дополнена вакуумной литьевой камерой, что дает возможность производить литье прямо рядом с установкой. Управление происходит с помощью сенсорной панели. Максимальная температура – 1250 0С. | 1050 тыс. |
| ИЧТ-10ТН | Печь рассчитана на загрузку в 10 тонн, довольно объемный агрегат, для его установки нужно выделить закрытое цеховое помещение. | 8,9 млн. |
Вакуумная плавильная установка
Для производства плавки и литья подходит вакуумный прибор индукционного типа, состоящий из камеры, индукционной печи и литейной формы. К положительным качествам устройства относится возможность получения высококачественной продукции при минимальных затратах на производство. Принцип действия вакуумной печи основан на усовершенствованной технологии плавки металлов с повышенной дегазацией, возможностью дозаргузки установки, регулировки температурного режима, изменения химического состава и раскисления материала в рабочем процессе.
Технологический процесс позволяет получать сплавы высокой чистоты, сокращать время нагрева и плавки, использовать любую форму сырья. Приборы вакуумного типа могут работать от переменной сети, конечным продуктом является сплав с пониженным процентом водорода и азота, чистота материала получается за счет откачки воздуха из плавильной камеры и очистки металла от летучих компонентов, присутствующих в шихте.
Канальное плавильное устройство

Канальный тип индукционной сталеплавильной печи имеет в конструкции электромагнитный сердечник. Принцип действия прибора заключается в движении переменного магнитного потока через магнитопровод. В кольце с жидким металлом происходит возбуждение электрического тока, разогревает шихту до заданной температуры. Технология применяется в литейном производстве, миксерах, пищевых раздаточных столах. Для увеличения магнитного потока используется магнитный проводник замкнутого вида из трансформаторной стали.
Читайте еще: Как своими руками изготовить виброплиту с бензиновым двигателем

Свое название канальные печи получили за наличие в пространстве агрегата двух отверстий с каналом, образующим замкнутый контур. По конструкционным особенностям прибор не может работать без контура, благодаря которому жидкий алюминий находится в непрерывном движении. При несоблюдении рекомендаций завода изготовителя оборудование самопроизвольно отключается, прерывая процесс плавки.
По расположению каналов индукционные плавильные агрегаты бывают вертикальными и горизонтальными с барабанной или цилиндрической формой камеры. Барабанная печь, в которой можно плавить чугун, выполнена из листовой стали. Поворотный механизм оснащен приводными роликами, электродвигателем на две скорости и цепной передачей.
Жидкая бронза заливается через сифон, расположенный на торцевой стенке, присадки и шлаки загружаются и удаляются через специальные отверстия. Выдача готовой продукции осуществляется через V -образный сливной канал, сделанный в футеровке по шаблону, который расплавляется в рабочем процессе. Охлаждение обмотки и сердечника осуществляется воздушной массой, температура корпуса регулируется при помощи воды.



